中國粉體網(wǎng)訊 特種陶瓷是具有耐磨損,、耐腐蝕,、耐高溫、抗氧化,、高硬度等一系列優(yōu)良性能的新型材料,,在化工、冶金,、石油運輸,、機械密封件、信息,、能源,、航空航天以及國防領域應用廣泛。且高新技術領域對特種陶瓷的形狀和尺寸精度都有較高的要求,。而陶瓷材料本質上是一種脆性材料,,加之其高硬度、高耐磨性的特點,,增加了后續(xù)加工的難度及加工成本,。因此,提高材料的性能可靠性,,實現(xiàn)復雜形狀部件的精密成型,,降低材料的制備、加工成本成為特種陶瓷發(fā)展的重要課題,。
1.特種陶瓷
特種陶瓷也稱為先進陶瓷,、現(xiàn)代陶瓷,、新型陶瓷、高性能陶瓷,、高技術陶瓷和精細陶瓷,突破了傳統(tǒng)陶瓷以黏土為主要原料的界限,主要以氧化物,、炭化物、氮化物,、硅化物等為主要原料,有時還可以與金屬進行復合形成陶瓷金屬復合材料,是一種采用現(xiàn)代材料工藝制備的,、具有獨特和優(yōu)異性能的陶瓷材料。
特種陶瓷分類及應用

2.特種陶瓷成型方法及特點
陶瓷成型就是將陶瓷原料按照實際生產(chǎn)的要求制作成具有規(guī)定形狀,、尺寸及一定強度的生坯,,成型過程取決于陶瓷原料的性能和成型工藝方法。造就陶瓷制品形狀的方法也是多種多樣的,,但總的來說,,可以分為干法成型和濕法成型。
干法成型包括干壓成型,、等靜壓成型,、超高壓成型、粉末電磁成型等方法,。濕法成型大致可分為塑性成型和膠態(tài)澆注成型兩大類,。塑性成型也稱濕壓法,是指將已制成塑性的物料在剛性模具中壓制成型的一種成型方法,,包括擠壓成型,、注射成型、軋膜成型(壓延成型)等幾種,。膠態(tài)澆注成型是將具有流動性的漿料制成可自我支撐形狀的一種成型方法,。該法利用漿料的流動性,使物料干燥并固化后得到一定形狀的成型體,。主要包括注漿成型,、注凝成型、流延成型,、直接凝固成型,、膠態(tài)振動注模成型等。
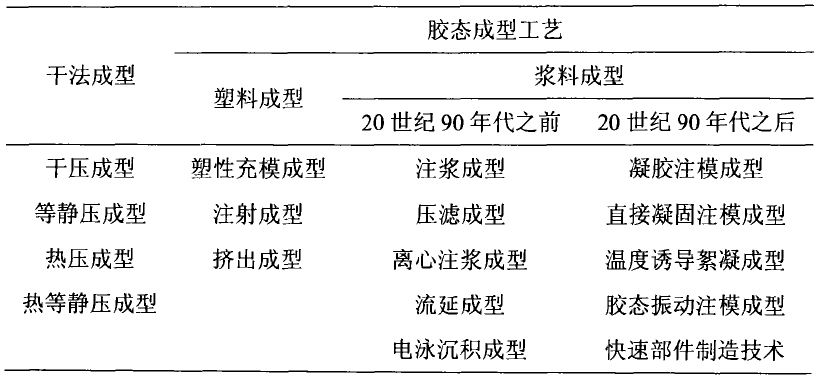
陶瓷材料及部件的主要成型工藝
2.1干壓成型
干壓成型就是在陶瓷粉料中加入一定量的有機添加劑(粘結劑,、潤滑劑,、可塑劑、消泡劑,、減水劑等),,在外界壓力的作用下,使其在模具中成型。
優(yōu)點:易于實現(xiàn)自動化,,所以在工業(yè)生產(chǎn)中得到較大的應用,。
缺點:在成型過程中,常會因為徑向,、軸向的壓力分布不均而引起坯體的分層,,開裂,、密度不均等現(xiàn)象也會經(jīng)常發(fā)生,。
2.2等靜壓成型
等靜壓成型是通過施加各項同性壓力而使粉料一邊壓縮一邊成型的方法。根據(jù)成型溫度的不同,,等靜壓成型又分為熱等靜壓成型和冷等靜壓成型,。冷等靜壓是在常溫下對工件進行成型的等靜壓法。熱等靜壓是在指在高溫高壓下對工件進行等壓成型燒結的等靜壓法,。

陶瓷球坯模壓-等靜壓成型工藝過程
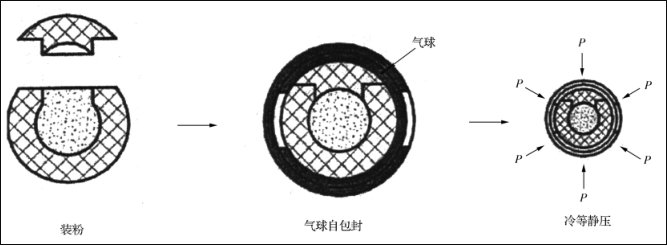
陶瓷球坯直接等靜壓成型工藝過程
優(yōu)點:能壓制具有凹形,、空心、細長件以及其他復雜形狀的零件,;摩擦損耗小,,成型壓力低;壓力從各個方面?zhèn)鬟f,,壓坯密度分布均勻,、壓坯強度高,模具制作方便,,壽命長,,成本較低。
缺點:壓坯尺寸和形狀不易精確控制,,生產(chǎn)率較低,,且投資大,操作較復雜,,成型在高壓下操作,,容器及其它高壓部件需要特別防護。
2.3超高壓成型
超高壓成型是一種發(fā)展很快的成型方法,多用于納米陶瓷的成型中,。納米陶瓷的粒徑受燒結溫度影響很大,燒結溫度越低,,粒徑越小,越容易得到納米陶瓷,;而通過加大成型壓力,,提高素坯的初始密度,可以降低納米陶瓷的燒結溫度,,因此超高壓成型應運而生,。超高壓成型明顯地改變了素坯的燒結性能,從而更加容易得到納米陶瓷,。
2.4粉末電磁成型
粉末電磁壓制是一種利用強脈沖電磁力作用于粉末體使其致密化的高效率成型新工藝,。這種方法通常用于金屬材料的成型,,可獲得非常高的致密度。粉末電磁壓制法成型的樣品致密度均達到了95%以上,,具有較好的壓電與介電性能,。
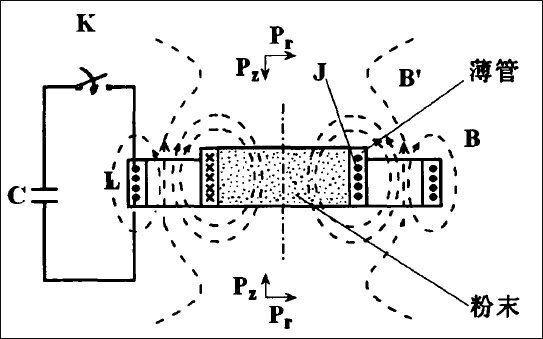
管裝粉末電磁壓制原理
吳彥春.電磁壓制設備研制及其在功能陶瓷制備中的應用研究
2.5擠壓成型
將粉料、粘接劑,、潤滑劑等與水均勻混合充分混練,,然后利用液壓機推動活塞,將已塑化的坯料從擠壓嘴擠出,。由于擠壓嘴的內(nèi)型逐漸縮小,,活塞對泥團產(chǎn)生很大的擠壓力,使坯料致密并成型,。
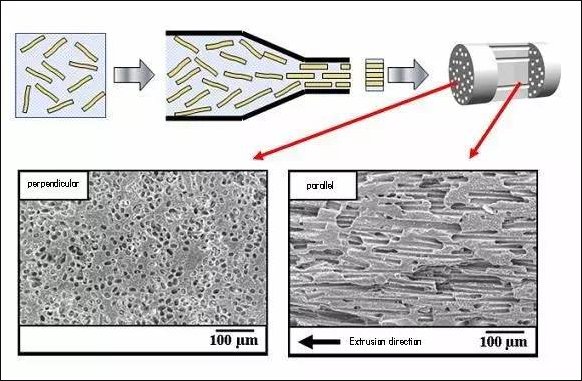
擠出成型示意圖
來源:rmat.ceram.titech.ac.jp
優(yōu)點:擠壓成型得到的陶瓷膜管具有較大的孔隙率,、密度和耐壓強度,且孔徑分布集中,,氣體的滲透通量很大,,是一種優(yōu)良的陶瓷膜管。適于制造圓形,、橢圓形,、多邊形和其他異形斷裂面的管材或棒材。
缺點:物料強度低容易變形,并可能產(chǎn)生表面凹坑和起泡,、開裂及內(nèi)部裂紋等缺陷,。
2.6注射成型
注射成型又稱熱壓鑄成型,該技術通過加入一定量的聚合物及添加劑組元并微熱,賦予金屬粉末、陶瓷粉末與聚合物相似的流動性,,在壓力下將料漿注滿金屬模中,冷卻后脫坯得到坯件,。被美國等發(fā)達國家列為重要的“國家關鍵技術”。
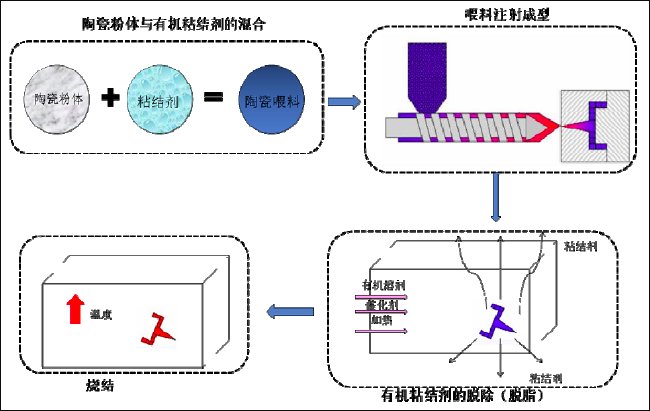
陶瓷注射成型的工藝路線
優(yōu)點:原材料利用率高,可快速自動地進行批量生產(chǎn),;可制備體積小,、形狀復雜、尺寸精度高的異形件,;由于流動沖模,,使生坯密度均勻,燒結產(chǎn)品性能優(yōu)越,;生產(chǎn)成本低,。
2.7壓延成型
將粉料、添加劑和水均勻混合制成塑性物料,,然后將物料經(jīng)兩個相向轉動軋輥軋制,,從而成為板狀素坯的成型方法。軋膜成型所得坯體密度高,適于片狀,、板狀物件的成型,。
2.8注漿成型
注漿成型方法是將制備好的泥漿注入石膏模型中,由于石膏模型具有透氣和吸水性能,,泥漿接觸模型以后,,泥漿中的水分會逐漸被吸入模型壁中,泥漿中的細小顆粒會隨著模型的形狀而均勻地排列成一個稠泥層,,當稠泥層達到人們預期的厚度時,,即可將模型中多余的泥漿倒出。待稠泥層中的水分被模型繼續(xù)吸收達到獨立成型后,,即可將坯體取出,,干燥待修,。
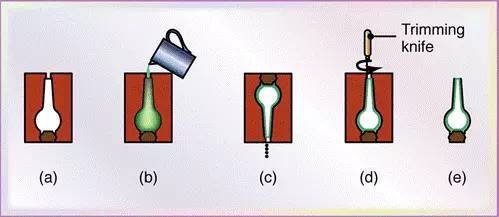
注漿成型流程圖
來源:F.H.NortonrF.H.Norton
優(yōu)點:工藝成本低,,過程簡單,易于操作和控制,。
缺點:成型形狀粗糙,,注漿時間較長,坯體密度,、強度也不高,。
2.9離心注漿成型
離心注漿成型是在傳統(tǒng)注漿成型基礎上發(fā)展而來的。它通過調節(jié)pH值等工藝參數(shù),使粉體在液體中均勻分散,,在高速旋轉的離心力的作用下沉積成型,。離心注漿成型將濕法化學粉末制備與無應力致密化技術相結合,一方面可以防止粉體的團聚及其他缺陷,;另一方面可以借助粉體的粒徑的不同和轉速不同達到分別沉積的目的,,可用于多層和梯度復合功能材料的制備。
2.10電泳沉積成型
電泳沉積成型是利用直流電場促使帶電顆粒發(fā)生遷移,,進而沉積到極性相反的電極上而成型,。
特點:操作簡單、靈活及可靠性高,因而適用于多層陶瓷電容器,、傳感器,、梯度功能陶瓷的成型方法,但對過程參數(shù)的變化影響比較敏感。
2.11凝膠注模成型
注凝成型是在懸浮介質中加入乙烯基有機單體,,然后利用催化劑和引發(fā)劑通過自由基反應使有機單體進行交聯(lián),,坯體實現(xiàn)原位固化。凝膠注模成型技術是美國橡樹嶺國家實驗室的研究者在20世紀90年代初首先發(fā)明的一種新的膠態(tài)快速成型工藝,。
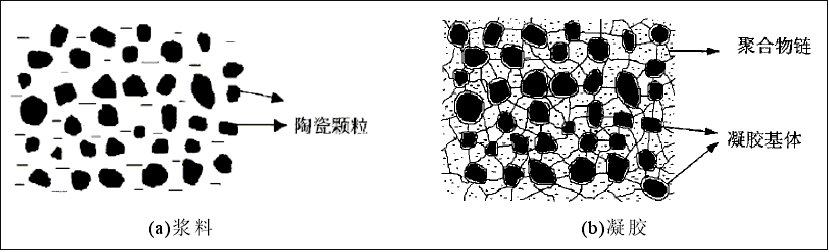
凝膠模成型原理圖
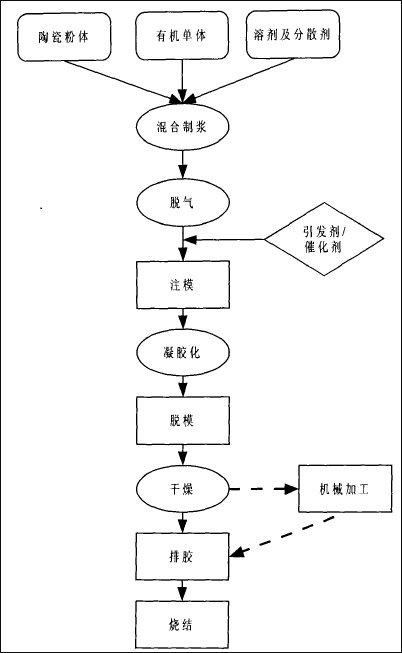
凝膠注模成型工藝詳細流程示意圖
優(yōu)點:坯體強度高,,便于機械加工。
缺點:致密化過程中坯體的收縮率比較大,導致坯體彎曲變形,且所使用的有機單體有毒性,,反應氣氛不易控制,。
2.12流延成型
流延成型是指在陶瓷粉料中加入溶劑、分散劑,、粘結劑,、增塑劑等成分,得到分散均勻的穩(wěn)定漿料,,在流延機上制得所要求厚度薄膜的一種成型方法,。

流延成型(刮到法)過程示意圖
來源:media-1.web.britannica.com
優(yōu)點:設備簡單、可連續(xù)操作,、生產(chǎn)效率高,、自動化水平高、工藝穩(wěn)定,、坯體性能均一等,。
2.13直接凝固成型
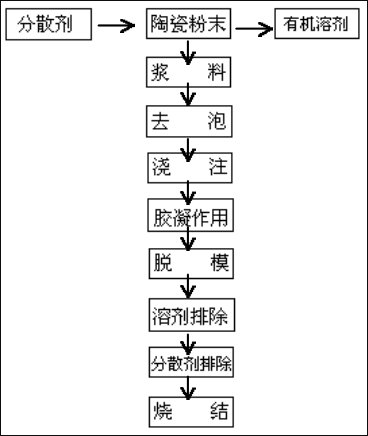
直接凝固成型是20世紀90年代瑞士蘇黎世聯(lián)邦技術學院Gauckler教授的研究小組將生物酶技術、膠態(tài)化學與陶瓷工藝學相結合而發(fā)明的一種全新概念的凈尺寸原位陶瓷成型技術,。
直接凝固注模成型工藝流程圖
優(yōu)點:不需或只需少量的有機添加劑(小于1wt%),,坯體不需脫脂,坯體密度均勻,,相對密度較高,,而且可成型大尺寸復雜形狀的陶瓷部件。
缺點:坯體強度往往不夠高,。
2.14膠態(tài)振動注模成型
膠態(tài)振動注模成型是1993年alifornia大學SantaBarbara分校F.F.Lange教授發(fā)明的一種膠態(tài)成型技術,。將制備好的含有高離子強度的稀懸浮體(20%~30%(vol))通過壓濾或離心獲得高固相含量的坯料,然后在振動作用下進行澆注,,實現(xiàn)原位固化,。
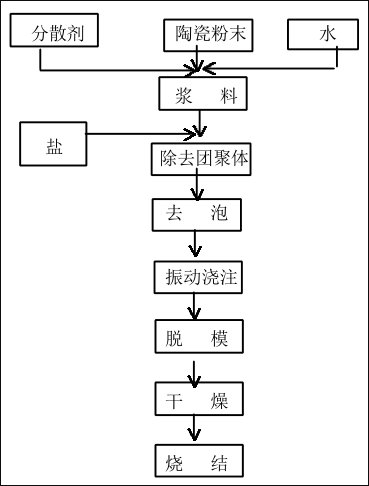
膠態(tài)振動注模成型工藝流程圖
優(yōu)點:可實現(xiàn)連續(xù)化生產(chǎn),并可成型復雜形狀的陶瓷部件,。
缺點:素坯強度較低,,脫模時坯體易于開裂和變形。
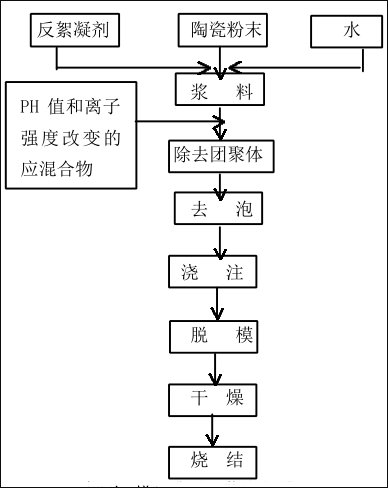
2.15溫度誘導絮凝成型
溫度誘導絮凝成型是瑞典L.Bergstrom1994年發(fā)明的一種凈尺寸膠態(tài)成型方法,,DCC及膠態(tài)振動注模成型利用的是膠體的靜電穩(wěn)定特性而這種方法利用了膠體的空間(位阻)穩(wěn)定特性,。
溫度誘導絮凝成型流程圖
優(yōu)點:脫模后不合格的坯體可作為原料重復使用,可用于成型幾乎所有陶瓷粉體體系,。
2.16固體無模成型
近代固體無模成型技術概念大約出現(xiàn)在20世紀70年代末,。90年代初,美國Texas大學提出了自由成型制造的成型思想并應用于陶瓷領域,。固體無模成型技術突破了傳統(tǒng)成型思想的限制,是一項基于“生長型”的成型方法,。在陶瓷領域,,固體無模成型工藝又可分為:激光選區(qū)燒結成型、三維打印成型,、熔融沉積成型,、分層制造成型、立體光刻成型等,。
特點:高度柔性,,技術的高度集成,快速性,,自由成型制造等,。該技術目前存在的主要問題有:設備價格高,軟件開發(fā),,材料開發(fā),,成型精度和質量等問題。
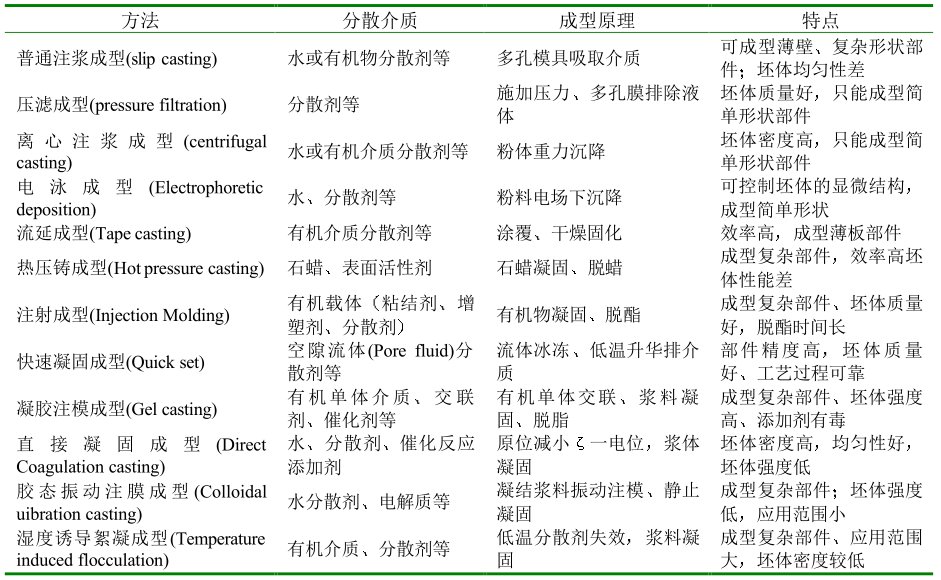
各種膠態(tài)成型方法的比較
總體來說,,鋼模壓制,、等靜壓成型等干法成型技術發(fā)展較早,技術成熟度高,,自動化程度高,,是目前特種陶瓷成型的主要方法,,但由于精確尺寸控制得不力,,限制了其在高性能精細陶瓷成型方面的應用。而以注凝成型和流延成型為代表的膠態(tài)成型方法是濕法成型中的新技術,,不僅具備低成本的優(yōu)點,,而且自動化程度較高,能實現(xiàn)規(guī)模生產(chǎn),代表了特種陶瓷成型方法的發(fā)展方向,。未來,,特種陶瓷成型技術未來的發(fā)展將集中于以下幾個發(fā)面:
(1)進一步開發(fā)已經(jīng)提出的各種無模成形技術在制備不同陶瓷材料中的應用;
(2)性能更加復雜的結構層以及在層內(nèi)的穿插,、交織,、連接結構和成分三維變化的設計;
(3)大型異形件的結構設計與制造,;
(4)陶瓷微結構的制造及實際應用,;
(5)進一步開發(fā)無污染和環(huán)境協(xié)調的新技術。
參考資料:
葛偉青.特種陶瓷材料的研究進展
魯燕萍.陶瓷冷等靜壓成型技術
劉成功.淺談特種陶瓷技術的新發(fā)展
李國棟.高性能陶瓷膠態(tài)成型新工藝綜述
康永等.陶瓷成型加工技術新進展
姬文晉等.特種陶瓷成型方法
(中國粉體網(wǎng)編輯整理/三昧)