看了X射線在線測厚儀的用戶又看了
 留言詢價
留言詢價

虛擬號將在 180 秒后失效
使用微信掃碼撥號
目前國內(nèi)鋰電池生產(chǎn)廠家大部分都采用國外進(jìn)口β射線鋰電涂布測厚儀,,但由于環(huán)保部門的審批,、監(jiān)管等問題,給用戶造成很多麻煩,,導(dǎo)致設(shè)備交貨期很長,,再加上國外公司的技術(shù)服務(wù)也不能滿足客戶需求等問題,很多鋰電池生產(chǎn)廠家還沒有實現(xiàn)極片涂布的在線測量,。
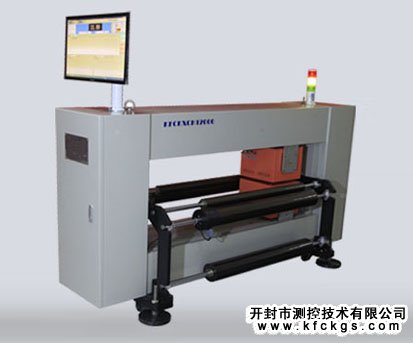
開封市測控技術(shù)有限公司是***高新技術(shù)企業(yè)及雙軟認(rèn)證企業(yè),,憑借著其二十多年專業(yè)從事高端核儀器儀表研發(fā)的優(yōu)勢及經(jīng)驗與中國原子能科學(xué)院合作并研發(fā)成功了X射線高精度鋰電涂布在線測厚儀系統(tǒng)產(chǎn)品,由于使用X光機代替了β放射源,,精度及多項指標(biāo)均達(dá)到了進(jìn)口投備的水平,,是國內(nèi)鋰電涂布在線測量與控制的理想設(shè)備。該系列產(chǎn)品應(yīng)用廣泛,,不僅適用于測量電池極片,,還可應(yīng)用于薄膜、無紡布,、塑膠,、造紙等行業(yè)領(lǐng)域,。
組成
在線測厚儀由X射線發(fā)生器,X射線接收器,,伺服掃描驅(qū)動機構(gòu),,控制箱,本地人機界面(觸摸屏工業(yè)平板電腦),,遠(yuǎn)程人機界面(觸摸屏),,誤差調(diào)節(jié)步進(jìn)電機執(zhí)行機構(gòu)??刂葡鋬?nèi)裝隔離電源,、伺服驅(qū)動器、步進(jìn)電機驅(qū)動器,、PLC數(shù)據(jù)處理控制器,。
功能
◆ 本地、遠(yuǎn)程顯示,。顯示實時厚度,,一個掃描周期內(nèi)**厚度、*小厚度,、平均厚度、厚度偏差,。顯示掃描區(qū)間實時厚度住轉(zhuǎn)圖,。
◆ 可掃描區(qū)間設(shè)置。
◆ 可設(shè)置掃描寬度,。
◆ 可設(shè)置掃描速度,。
◆ 位移傳感器故障自動報警
◆ 自動誤差調(diào)節(jié):根據(jù)設(shè)定調(diào)節(jié)閾值和連續(xù)超差掃描周期數(shù)自動調(diào)節(jié)壓輥間隙,實現(xiàn)誤差調(diào)節(jié),。
◆ 手動誤差調(diào)節(jié):人機界面直接進(jìn)行數(shù)字調(diào)節(jié),,調(diào)整壓輥間隙。
◆ 數(shù)據(jù)記錄,、查詢:對每個掃描周期厚度數(shù)據(jù)以時間順序進(jìn)行記錄和查詢,。
技術(shù)參數(shù)
● 管電壓:6kV~8kV
● 管電流:200μA
● 重復(fù)性誤差:0.3%
● 零位穩(wěn)定性:24h漂移不大于0.25‰
● **掃描區(qū)間:30
● 測零掃描數(shù),**1500
● 厚度測量范圍:100~350g/m2,。
● 測量精度:普通型:3‰,;高精型:1‰。
● 掃描速度范圍:0.02~0.25m/s
● **掃描寬度:1200mm
● 控制壓輥*小調(diào)節(jié)間隙:0.0025mm
● 上電進(jìn)入穩(wěn)定態(tài)時間:2h
● 供電電壓:AC220V,,功率1.5kW
安裝
測厚儀本體安裝:根據(jù)選型設(shè)備選擇安裝位置,,將測厚儀本體運至安裝位置,用螺栓將測厚儀固定在測厚儀底座,,調(diào)節(jié)底座高低及位置使其滿足測量要求,。
遠(yuǎn)程人機界面安裝:遠(yuǎn)程人機界面為本安型觸摸屏,,遠(yuǎn)程現(xiàn)場(非測厚儀本體處)選擇好安裝位置,通過觸摸屏的安裝架安裝孔將人機界面固定,。遠(yuǎn)程人機本安電源由測厚儀本體提供,,接到測厚儀控制箱接線端子本安電源端。通訊為485通訊,,接到測厚儀控制箱接線端子遠(yuǎn)程通訊端,。
誤差調(diào)節(jié)執(zhí)行機構(gòu)安裝:誤差調(diào)節(jié)執(zhí)行機構(gòu)為2只2相步進(jìn)電機。按照接線圖進(jìn)行接線,。(見執(zhí)行機構(gòu)接線圖),,接線完畢后,通過遠(yuǎn)程人機界面的手動調(diào)節(jié)功能測試空載(聯(lián)軸器脫開)檢測步進(jìn)電機運行是否正常,。將控制模式改為手動,,手動調(diào)節(jié)量設(shè)為5,按一下”+”按鈕,,”+”按鈕由紅色變?yōu)榫G色,,再按一下“手動調(diào)節(jié)”按鈕,2只步進(jìn)電機同時轉(zhuǎn)動,,方向相同,。按一下”-”按鈕,”-”按鈕由紅色變?yōu)榫G色,,再按一下“手動調(diào)節(jié)”按鈕,,2只步進(jìn)電機同時轉(zhuǎn)動,方向相同,,與剛才方向反,。手動調(diào)節(jié)“+”或者“-”步進(jìn)電機轉(zhuǎn)向必須與壓輥間隙加大或者減小一致,否則A,、B相接線對調(diào),。
接電源。將AC220電源引入控制箱接線端子N,、L端,。
操作說明
電源開關(guān):包括控制箱面板鑰匙開關(guān)和箱內(nèi)空氣開關(guān),兩個開關(guān)同時打開接通電源,,關(guān)閉任何一個,,設(shè)備電源關(guān)閉。
本地人機界面開啟:本地人機界面為工業(yè)觸摸屏平板電腦,,開關(guān)位于機身側(cè)面(打開控制箱們即可看到),,按一下啟動。
啟動掃描:按一下控制箱面板啟動掃描按鈕,,X射線發(fā)生器和接收器開始同步掃描運動(啟動掃描前先正確設(shè)置掃描參數(shù)),。首先反向(朝向控制箱方向)慢速運動,,到達(dá)反向限位(內(nèi)部限位開關(guān))停止,然后正向(背離控制箱方向),、反向掃描往復(fù)運動,。每完成一次正向或者反向掃描則為一次掃描。
停止掃描:按一下控制箱面板停止掃描按鈕,,掃描運動停止,。
測零:首先停止掃描,本地人機轉(zhuǎn)到系統(tǒng)參數(shù)屏,。檢測設(shè)定測零掃描數(shù),,*小值2,設(shè)定值為2的倍數(shù),。根據(jù)測量工況確定測零掃描數(shù),。按一下測零按鈕,指示燈變?yōu)榫G色,。啟動掃描,,當(dāng)掃描正向開始時,測零開始進(jìn)行,,進(jìn)度條開始增加,,進(jìn)度條滿,測零完畢,,測零指示燈變紅色,,測零結(jié)果顯示在新零位信號處。連續(xù)測零2次,,零位信號誤差在0.5‰內(nèi),點擊“確認(rèn)”零位按鈕,,零位信號更新,,測零完畢。
標(biāo)定:測量對象厚度變化在5%以內(nèi)可用簡單線性標(biāo)定,,超過5%采用多項式標(biāo)定,。
自動誤差調(diào)節(jié)。自動誤差調(diào)節(jié)涉及到三個參數(shù),,在本地人機界面設(shè)置:調(diào)節(jié)閾值,、調(diào)節(jié)系數(shù)、連續(xù)超差掃描數(shù),。調(diào)節(jié)系數(shù)為1%誤差調(diào)節(jié)對應(yīng)的手輪調(diào)節(jié)角度,,調(diào)節(jié)閾值為允許的平均誤差范圍,即超過此值要進(jìn)行調(diào)節(jié),;掃描一次形成一個平均值,,與調(diào)節(jié)閾值比較,,超差次數(shù)達(dá)到連續(xù)超差掃描次數(shù)則進(jìn)行自動調(diào)節(jié)。厚度大則自動減小壓輥間隙,,厚度小則自動加大壓輥間隙,。自動誤差調(diào)節(jié)壓輥間隙變化值顯示在本地人機界面上。自動調(diào)節(jié)在自動模式下進(jìn)行,。按一下“調(diào)節(jié)模式”按鈕進(jìn)行模式切換,,本地人機及遠(yuǎn)程人機都可進(jìn)行切換。紅色為手動模式,,綠色為自動模式,。
手動誤差調(diào)節(jié):通過遠(yuǎn)程人機直接調(diào)節(jié)壓輥間隙。通過“+”“-”按鈕控制加大間隙和減小間隙,,具體值通過“手動調(diào)節(jié)量”設(shè)置,,每個調(diào)節(jié)單位為0.0025毫米。將調(diào)節(jié)模式改為手動,,及模式指示燈為紅色,。根據(jù)測量誤差確定壓輥間隙調(diào)整量,點擊“手動誤差調(diào)節(jié)”按鈕一次則調(diào)節(jié)一次,。
速度設(shè)定(出廠設(shè)定0.05):在本地人機界面系統(tǒng)參數(shù)屏進(jìn)行,。在系統(tǒng)參數(shù)欄選中速度設(shè)定數(shù)據(jù)框,數(shù)據(jù)框變?yōu)榧t色,,修改參數(shù)欄標(biāo)題變?yōu)樗俣仍O(shè)定,,在修改參數(shù)欄數(shù)據(jù)框中置入所要修改的速度值,然后點擊“修改”按鈕,,所設(shè)定數(shù)據(jù)顯示在系統(tǒng)參數(shù)欄的速度設(shè)定數(shù)據(jù)框,,完成設(shè)定。
掃描邊界確定:停止掃描,本地人機切換到系統(tǒng)參數(shù)屏,。手動拖動X發(fā)生器和接收器,,靠近控制箱側(cè)為左側(cè),另一側(cè)為右側(cè),。根據(jù)測量對象確定掃描到達(dá)左,、右側(cè)的位置,同時記錄所對應(yīng)的當(dāng)前位移值,。根據(jù)記錄值設(shè)定掃描左,、右邊界。
**值,、*小值,、標(biāo)準(zhǔn)值:測量對象厚度的合格品的**值、*小值、標(biāo)準(zhǔn)值,,標(biāo)準(zhǔn)值用于計算平均偏差及誤差調(diào)節(jié),,**值、*小值用于標(biāo)記厚度柱狀圖顏色,。低于*小值為紅色,,在*小和**之間為綠色,高于**為紅色,。
報警:位移傳感器故障時,,失去掃描位置控制功能,掃描將達(dá)到正向或者反向限位開關(guān)位,,這時將會故障報警,,停止掃描。需要處理故障,,完好后,,先進(jìn)行故障復(fù)位才能啟動掃描。
軟件操作
本地人機:預(yù)裝Windows XP系統(tǒng),,軟件開機自動啟動,,通過COM2口與PLC連接。
系統(tǒng)參數(shù)界面如下:
系統(tǒng)參數(shù)界面包括:動態(tài)參數(shù),、系統(tǒng)參數(shù),、開關(guān)量等數(shù)據(jù)。
調(diào)整系統(tǒng)參數(shù),,點擊相關(guān)項目,,該項目變?yōu)榧t色,
點擊確認(rèn),,修改的數(shù)據(jù)會顯示在修改參數(shù)中,,點擊修改按鈕,該參入寫入PLC,。
測零開始時,,測零狀態(tài)進(jìn)度條會顯示測零狀態(tài)是否結(jié)束。
實時數(shù)據(jù)
點擊實時數(shù)據(jù)按鈕,,進(jìn)入動態(tài)參數(shù)界面
左側(cè)柱狀圖分別顯示上一個掃描周期厚度值和當(dāng)前掃描周期厚度值,低于厚度下限,,柱狀圖為紅色,,高于厚度上限,柱狀圖為綠色,,界于厚度上限與下限之間的數(shù)據(jù),,柱狀圖為綠色。
右側(cè)為實時顯示的動態(tài)數(shù)據(jù)。
歷史記錄
歷史數(shù)據(jù)存放在:C:\record\OldData中,,按年月日不同創(chuàng)建不同的文件夾放置,。
歷史數(shù)據(jù)*多保存六個月,超出時間的文件,,程序自動刪除,。
例如:2015年1月22日的歷史數(shù)據(jù),存放在C:\record\OldData\2015\102路徑中
查詢歷史記錄,,選擇相應(yīng)的數(shù)據(jù)文件,,可通過調(diào)整左上角的日期,查詢不同時間的歷史記錄
打開該文件后,,顯示該時刻歷史數(shù)據(jù),。
遠(yuǎn)程人機:
左上側(cè)柱狀圖顯示上一掃描周期厚度值,左下側(cè)柱狀圖顯示當(dāng)前掃描周期厚度值,,低于厚度下限,,柱狀圖為紅色,高于厚度上限,,柱狀圖為黃色,,界于厚度上下限之間的數(shù)據(jù),柱狀圖顯示為綠色,。
故障及維護(hù)
每3個月進(jìn)行一次注油:直線軸承4處,。球面軸承6處。
每月進(jìn)行一次傳感器除塵,,吹風(fēng)機對發(fā)生器與接收器之間的通道進(jìn)行吹風(fēng),,清除落在接收器表面的灰塵和纖維。
每月進(jìn)行一次測零,,防止由于零位漂移造成的測量誤差,。
測量誤差正反較大時,需要檢查發(fā)生器,、接收器正反掃描時是否同步位移,。停止掃描,手拖動發(fā)生器正反位移,,看接收器是否同步運動,,如果不同步運動,需要卸下上,、下罩在控制箱側(cè)對同步帶輪緊定螺釘進(jìn)行緊固,。
故障報警后,檢測位移傳感器,。手拖動發(fā)生器正反掃描運動,,反向到底當(dāng)前位移值約為0,正向到底當(dāng)前位移值約在1000,并且逐漸增加或者逐漸減小,。否則位移傳感器故障,,需要更換位移傳感器。
暫無數(shù)據(jù),!
 X射線在線測厚儀的工作原理介紹,?X射線在線測厚儀的使用方法,?X射線在線測厚儀多少錢一臺?X射線在線測厚儀使用的注意事項X射線在線測厚儀的說明書有嗎,?X射線在線測厚儀的操作規(guī)程有嗎,?X射線在線測厚儀的報價含票含運費嗎?X射線在線測厚儀有現(xiàn)貨嗎,?X射線在線測厚儀包安裝嗎,?
X射線在線測厚儀的工作原理介紹,?X射線在線測厚儀的使用方法,?X射線在線測厚儀多少錢一臺?X射線在線測厚儀使用的注意事項X射線在線測厚儀的說明書有嗎,?X射線在線測厚儀的操作規(guī)程有嗎,?X射線在線測厚儀的報價含票含運費嗎?X射線在線測厚儀有現(xiàn)貨嗎,?X射線在線測厚儀包安裝嗎,? 手機版:
手機版: