
 關(guān)于我們
關(guān)于我們 加入收藏
加入收藏
安東帕中國(guó)
10 年 高級(jí)會(huì)員
高級(jí)會(huì)員
高級(jí)會(huì)員 已認(rèn)證
已認(rèn)證
撥打電話
獲取底價(jià)
提交后,,商家將派代表為您專人服務(wù)
安東帕中國(guó)
高級(jí)會(huì)員已認(rèn)證
焊接質(zhì)量一般是通過焊縫質(zhì)量好壞來做評(píng)定,,而焊縫質(zhì)量取決于所焊接的物體,、焊接填充物以及所選用的焊接工藝及參數(shù)。為了更好地去優(yōu)化和改善焊接工藝,,對(duì)于焊縫及其熱影響區(qū)進(jìn)行力學(xué)性能表征是極其有意義的。
對(duì)局部彈塑性特性的興趣導(dǎo)致了一種新檢測(cè)技術(shù)的發(fā)展,,該技術(shù)使用球形壓頭對(duì)焊縫及其熱影響區(qū)進(jìn)行局部應(yīng)力應(yīng)變性能表征,,加載期間使用振動(dòng)的壓痕允許非常局部地確定試驗(yàn)材料的代表性應(yīng)力-應(yīng)變曲線。簡(jiǎn)單的應(yīng)力應(yīng)變分析在Anton-Paar壓痕軟件中實(shí)現(xiàn),。該方法可適用于焊縫及其附近不同區(qū)域的局部力學(xué)性能的表征,。
焊縫裂紋尖端附近的彈塑性行為研究
納米壓痕儀 NHT3
通過展示儀器化納米壓痕測(cè)試方法獲得低合金鋼焊縫中裂紋尖端附近區(qū)域和遠(yuǎn)離裂紋尖端區(qū)域的應(yīng)力應(yīng)變行為。焊縫出現(xiàn)裂紋通常是由焊接過程中焊縫快速凝固產(chǎn)生的熱應(yīng)力引起的,,或由內(nèi)部顯微結(jié)構(gòu)的發(fā)生改變所引起的,,導(dǎo)致硬度和屈服強(qiáng)度增加,但抗斷裂性降低,。為了了解局部區(qū)域的應(yīng)力應(yīng)變行為,,儀器化納米壓痕法是能夠提供此信息的少數(shù)方法之一,局部應(yīng)力應(yīng)變測(cè)量的目的是幫助理解焊縫開裂的原因,。
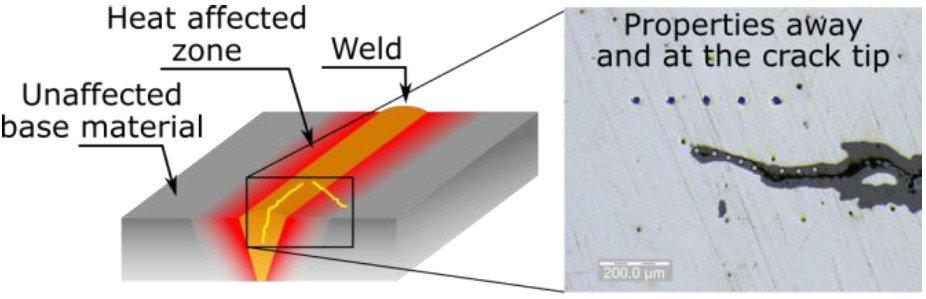
圖1 : 靠近或遠(yuǎn)離焊縫裂紋尖端局部區(qū)域的儀器化壓痕測(cè)試
使用Anton-Paar納米壓痕儀NHT3搭載半徑為20 μm球型針尖對(duì)兩個(gè)已經(jīng)存在焊縫裂紋的樣品進(jìn)行測(cè)試,,以獲得局部的應(yīng)力應(yīng)變行為;與傳統(tǒng)的靜態(tài)測(cè)試方法不同的是,,在這次的應(yīng)用案例中將采用在加載過程增加正弦波加載方式的動(dòng)態(tài)測(cè)試方法 (Sinus),,選取最大載荷為500 mN,加載卸載速率為1000 mN/min,,動(dòng)態(tài)加載振幅為50 mN,,頻率為5 Hz。
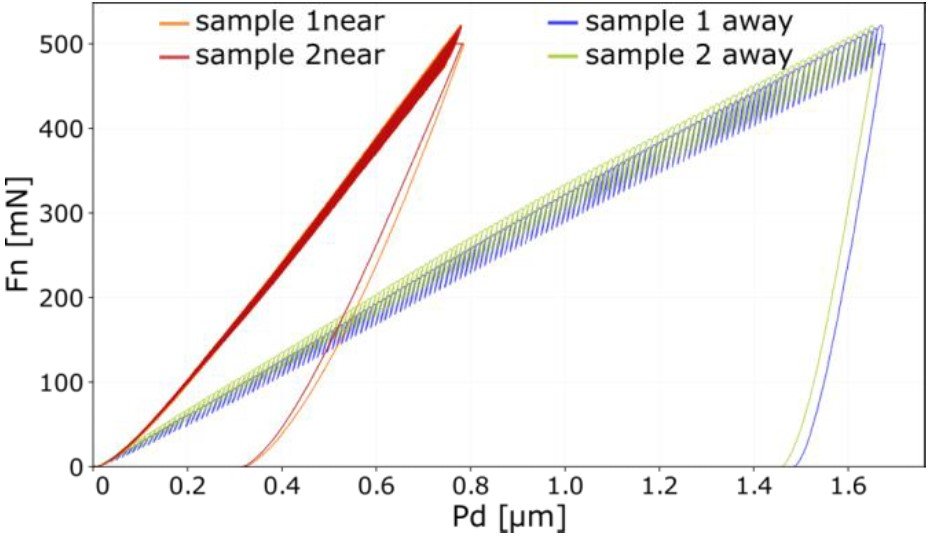
圖2:載荷位移曲線
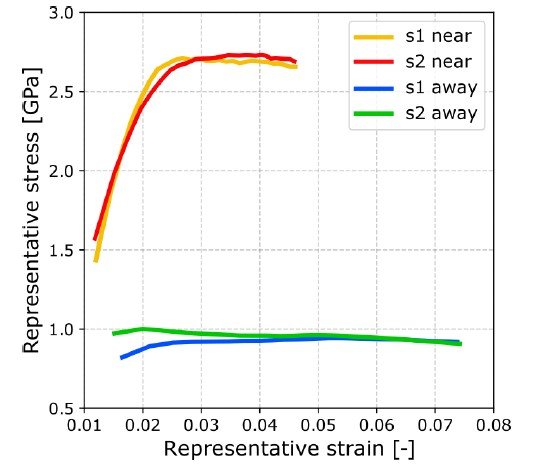
圖3:應(yīng)力應(yīng)變曲線
圖2和圖3顯示了動(dòng)態(tài)加載測(cè)試下獲得的壓痕曲線,,以及從兩個(gè)區(qū)域的壓痕曲線中獲得的應(yīng)力應(yīng)變曲線,。可以看出裂紋尖端附近區(qū)域的屈服強(qiáng)度遠(yuǎn)高于遠(yuǎn)離裂紋尖端的區(qū)域,。屈服強(qiáng)度的增加通常與延展性的降低有關(guān),,這可能對(duì)焊縫的抗斷裂韌性產(chǎn)生至關(guān)重要影響。在外部荷載作用下,,靠近裂紋尖端的材料屈服強(qiáng)度增加,,往往會(huì)出現(xiàn)比基材更早斷裂的情況,因此在整個(gè)結(jié)構(gòu)中是個(gè)力學(xué)薄弱點(diǎn),。焊縫中的斷裂會(huì)導(dǎo)致整個(gè)部件失效,,因此應(yīng)該去調(diào)整焊接參數(shù),,使裂紋尖端附近的材料具有較低的屈服應(yīng)力和較高的抗斷裂性。
焊接鋁合金的應(yīng)力應(yīng)變行為研究
儀器化納米壓痕測(cè)試方法中應(yīng)力應(yīng)變分析的另一個(gè)經(jīng)典應(yīng)用是研究金屬焊縫周圍的彈塑性,,尤其是軟金屬,,例如鋁合金。鋁合金比鋼對(duì)高溫更敏感,,因此,,研究鋁合金的焊接熱效應(yīng)尤為更重要。在本應(yīng)用所提及的研究中,,在加載過程中使用正弦波動(dòng)態(tài)加載模式,,利用球形納米壓痕針尖的特性對(duì)兩種不同的鋁合金焊縫附近的彈塑性行為進(jìn)行局部表征。球形納米壓痕針尖用于確定靠近焊縫(區(qū)域A)且距離焊縫約2mm(區(qū)域B)的應(yīng)力應(yīng)變特性,。
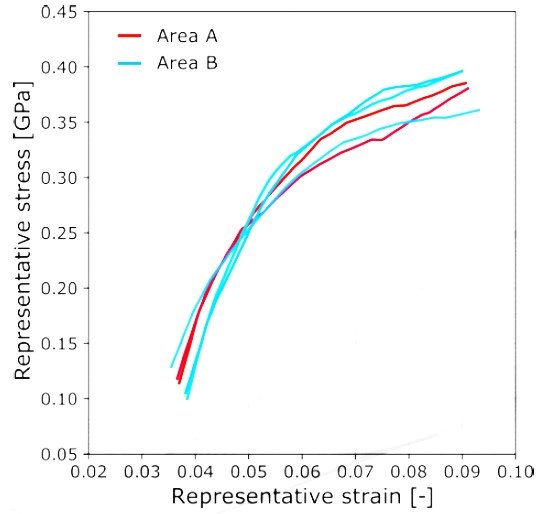
圖4:對(duì)比距離焊縫近的區(qū)域A和距離焊縫2mm處區(qū)域B的應(yīng)力應(yīng)變行為
使用NHT3納米壓痕儀搭載半徑20μm球型針尖作為表征手段,,選取的最大載荷為300 mN、加載卸載速率為600 mN/min,。在加載過程中采用正弦波的動(dòng)態(tài)加載模式,,振幅為30 mN,頻率為5 Hz,。圖4展示了區(qū)域A和區(qū)域B的應(yīng)力應(yīng)變曲線的比較,。
兩個(gè)區(qū)域表現(xiàn)出相類似的彈塑性行為,屈服應(yīng)力約為0.3 GPa,。這表明焊接過程中加熱和冷卻對(duì)材料的彈塑性性能的影響可以忽略不計(jì),。然而,并非所有情況下都是如此,,焊接區(qū)域的局部應(yīng)力應(yīng)變行為仍然是優(yōu)化焊接參數(shù)的重要信息,。
攪拌摩擦焊接鋁合金的應(yīng)力應(yīng)變研究
攪拌摩擦焊(FSW)通常是鋁合金焊接工藝更好地選擇,而傳統(tǒng)電弧焊由于鋁的高導(dǎo)熱性而容易產(chǎn)生較大的熱影響區(qū),。FSW中的焊接溫度遠(yuǎn)低于中心接觸點(diǎn),,因此熱效應(yīng)的傳導(dǎo)不如弧焊中明顯。在這種情況下,,將兩種不同的鋁合金AA6111-T4(T4)和AA6061-T6(T6)焊接在一起,,并在距離熔核中心位置的1.1 mm、2.2 mm和3.3 mm處研究硬度,、彈性模量和屈服應(yīng)力,。
以下參數(shù)用于壓痕:最大載荷300 mN,加載速率600 mN/min,,動(dòng)態(tài)加載模式下選取振幅30 mN,頻率5 Hz,。
圖5的結(jié)果表明隨著距熔核距離的增加,,所表現(xiàn)出的應(yīng)力應(yīng)變行為大致一樣,,僅存在微小差異。在所有的三個(gè)區(qū)域的屈服應(yīng)力大約為0.33 GPa(兩種基材中的屈服應(yīng)力大約為0.27 GPa,,圖中未顯示),。母材的硬度為0.8 GPa(T4合金)和1.1 GPa(T6合金)。所有三個(gè)區(qū)域(距焊縫熔核1.1 mm,、2.2 mm和3.3 mm)的硬度均為1.1 GPa,,這證實(shí)焊縫附近的彈塑性能并沒有發(fā)生顯著變化。
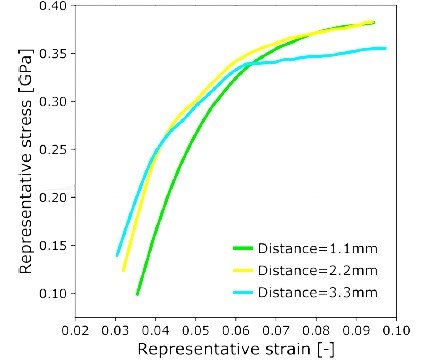
圖5:距熔核不同位置的應(yīng)力應(yīng)變曲線
Aoton-Paar自研自產(chǎn)的納米壓痕儀能非常好地去勝任微觀局部的應(yīng)力應(yīng)變分析,,新一代的檢測(cè)手段的開發(fā)有助于焊接行業(yè)的進(jìn)一步發(fā)展,。


安東帕中國(guó)總部
銷售熱線:+86 4008202259
售后熱線:+86 4008203230
官網(wǎng):www.anton-paar.cn
在線商城:shop.anton-paar.cn
最新動(dòng)態(tài)
更多




 手機(jī)版:
手機(jī)版:

 上一篇
上一篇