

�Ї�(gu��)���w�W(w��ng)Ӎ �������켼�g(sh��)�ַQ3D��ӡ,��������ԁ�(l��i)�ܵ���(gu��)��(n��i)��W(xu��)�ߵďV���P(gu��n)ע�����ٲ��ϵ�����������������������y���^��,����(du��)��ԭ����,����ˇ���Ƶȷ����Ҫ�����(y��n)����
��Ҫ��ĩ���Ե�Ӱ�
��ĩ������
��ĩ�������������칤ˇ�^(gu��)�̿��ƺͅ���(sh��)�{(di��o)������Ҫ����(j��),�������^(gu��)��r(sh��)��ĩ�g϶�^��(d��o)����Ʒ���ܶ��^��,�������^(gu��)С�r(sh��)����(d��ng)���^�䁷۲�����,���Ķ���(d��o)����Ʒ�������Ժ����W(xu��)�����^��,��
���õĽ���3D��ӡ��ĩ�����ȷ�����15-53��m��SLM��ˇ����53~105��m/53-150��m��EBM,��LDM��ˇ��,���քe��(du��)��(y��ng)���w��Ŀ��(sh��)�����飺270~800Ŀ��SLM��ˇ����150~270Ŀ/100-270Ŀ��EBM,��LDM��ˇ����
��ĩ����ò
��ĩ�w������ò��Ҫ�ɷ�ĩ���a(ch��n)�����Q��,��Ҳ�c���|(zh��)�ķ��ӻ�ԭ�����еĽY(ji��)���ΌW(xu��)�������P(gu��n),����Ҋ(ji��n)���Π������Ρ�������,����߅��,���l�����d��,������,����Ҏ(gu��)�t�Π�ȡ���ĩ�w������òֱ��Ӱ푷�ĩ������(d��ng)��,���ܶȵ�����,���M(j��n)��Ӱ푴�ӡ���ͺ�����㲿�����|(zh��)����ͨ�����η�ĩ������(d��ng)���^��,��䁷��^�������ò��Ҏ(gu��)�t��ĩ������(d��ng)���^��,����(d��o)�³����^(gu��)���в��ַ�ĩδ�ۻ�,��������W(xu��)�����½�,��
����,�����ٷ�ĩ�еĿ��ķۺ���,���l(w��i)��������С�w���c�����^���w�����ϣ�����ĩճ�BҲ��Ӱ푷�ĩʹ��Ч������Ҫ���ء�
���b�ܶ�
�о�������ĩ���b�ܶ�Խ��,��������������ܶ�Խ��,���@�����ɷ���ԭ��һ���������ڼ������^�\���������������ڷ�ĩ��Ӿ��зe��Ч��(y��ng),����(d��ng)��ĩ���b�ܶ��^��,�����w���g϶�^��r(sh��)����ĩ��ӵČ�(d��o)��ϵ��(sh��)�c��?ch��)������?d��ng),�����������y����یӃ�(n��i)�����f,�������ڱ���e�۵�һ���̶Ȅt��(hu��)�����ĩ�w�R�������ˌ�(du��)�������ĸɔ_,����ʹ�ی����±���ض��ݶ��@������,���ӷ�ĩ�w���ۻ�����ȫ�����g�Y(ji��)���^��,���Ķ������˳��μ������ܶ�,����������˥�pЧ��(y��ng)�����w�ض��S���Y(ji��)������ӕ�(hu��)���@����,����(d��o)�¼�������δ�����یӵײ����ѺıM,���Ķ����@���ͳ����ԡ�
Ӱ푷�ĩ���b�ܶȵ��������w����ò,����ĩ���ȼ������ֲ�,�����МpС��ĩ��������������p��ֲ���ĩ������߷��w�����b�ܶȡ�
����(d��ng)��
��ĩ������(d��ng)��Ҳ��һ��(g��)�C������,��Ӱ����ذ����w���Π�,�����ȽM�ϡ�����(du��)�ܶȺ��w���g��ճ������,��һ���ĩ�w��Խ��,���Π�ԽҎ(gu��)�t�����b�ܶ�Խ�ߣ�����(d��ng)��Խ��,�����w�������Εr(sh��),���w���g��ճ���������^С�����w���g�������^С,����ĩ�����^�ߵ�����(d��ng)��,�������ڳ��μ����ܻ�������,����߷�ĩ������(d��ng)�Կ����ӷ�ĩ��(du��)����������������,���Ķ��M(j��n)һ������SLM�����ԡ�
�ɷֽM��
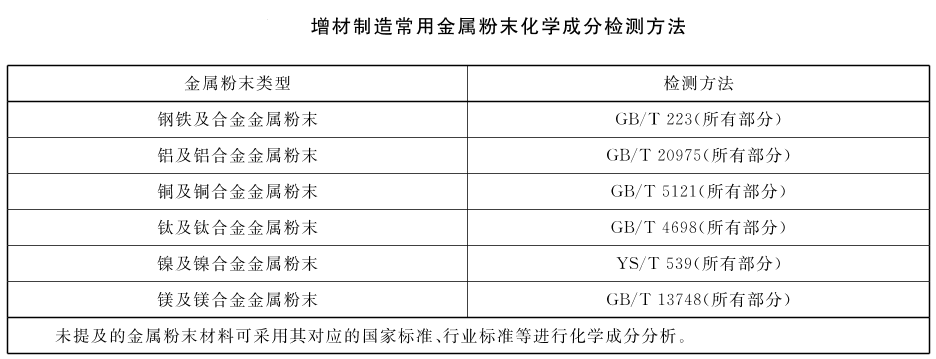
�����H����Ԫ�صIJ��ϣ���䓲��е�Fe,��Cr��Ԫ�أ�SLM���κ�ͨ���o(w��)����(sh��)�F(xi��n)ȫ���ܻ�,����(y��n)��Ӱ푳��μ��C(j��)е���ܡ�
����,����ͬ�ɷֵIJ��Ͼ��в�ͬ�ļ�������ϵ��(sh��),����(d��ng)Ԫ�،�(du��)����ķ������^��(qi��ng)�r(sh��)�͕�(hu��)�a(ch��n)���Y(ji��)���F(xi��n)��������ܶȺ����W(xu��)�����½�,����ĩ�ļ�������ϵ��(sh��)Խ��,���ۻ�����ļ�������ԽС���������������������ĩ��������ϵ��(sh��)�Ľ��ٽMԪ�����ӄ�����Fe,��Cu,��Ni�ȣ�����Ч���Ʒ�ĩ�ij����ԡ���SLM�����^(gu��)���в��ϽM��Ҳ���ܰl(f��)��׃��,����Co���l(f��)��(hu��)ʹ���μ���Co�����½�,���Ķ�Ӱ푳��μ����W(xu��)���ܡ�
���������ý��ٷ�ĩ�����ܱ���
���ȷֲ��z�y(c��)
���õ����Ȝy(c��)ԇ�����ЙC(j��)е��,���������䷨���@�R��,�����ЙC(j��)е�������Y�ַ���������,��
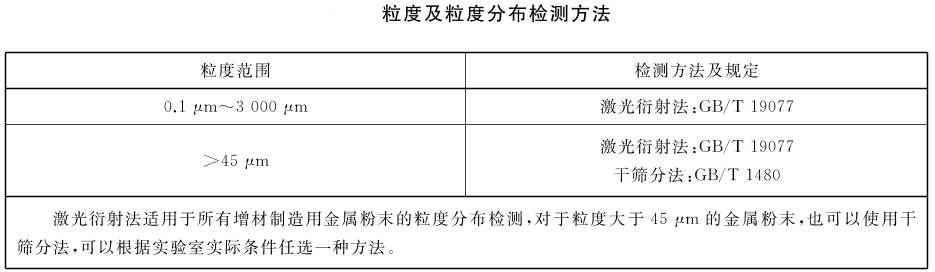
�Y�ַ����Ʌ���GB/T1480-2012�����ٷ�ĩ�ɺY�ַ��y(c��)�����ȡ���(bi��o)��(zh��n),����ֵ��ע����ǣ�ԓ��(bi��o)��(zh��n)ֻ�m���ڴ���45��m�ķ�ĩ�w��,�����ܳ�֝M�����������ý��ٷ�ĩ���ȵĜy(c��)ԇҪ��,��
�����������õ������������������ɳ����������������������x�������ó������x�ij�����,��ͨ�^(gu��)����Һ���_(k��i)ʼ�����ľ�ʼ��,����ĩ����ֲ��Ҹ���Һ�w��-�����������
�������䷨����Ŀǰ�����������șz�y(c��)����,������(j��)��ͬ������ĩ��(du��)��������ǵIJ�ͬ�õ����ٷ�ĩ�����ȷֲ�,��
�@�R�����y(c��)����ĩ�w����ͶӰ�ߴ磬��(du��)�Q���^�������w���ɰ�ֱ��ֱ��Ӌ(j��)��,�����ζȲ��õ��w�����ô�ֱͶӰ�����߾��и,��Ӌ(j��)���ĩ���㔵(sh��)ƽ��ֱ�����L(zh��ng)��ƽ��ֱ��,���w�eƽ��ֱ�����|(zh��)��ƽ��ֱ��,��
������������Ľ��ٷ�ĩ�ձ錦(du��)���ȷֲ������^�ߵ�Ҫ���@�R���y(c��)���ķ�ĩ�w����ƽ��ֱ�������ȷֲ����кܴ���S�C(j��)�Ժ�żȻ��,����(zh��n)�_������(du��)�^��,���Y(ji��)�����������ý��ٷ�ĩ���șz�y(c��)�Č�(sh��)�H��r��Ŀǰʹ����V���ęz�y(c��)�����ǺY�ַ��ͼ����������䷨,���@�ɷN��������ԭ����(ji��n)��,����������ȃ�(y��u)��(sh��)���ɆΪ�(d��)�������șz�y(c��)��(sh��)��(j��),��Ҳ���Ի����a(b��)�䅢��,��
��ò�z�y(c��)
��ĩ��ò���Ùz�y(c��)�������W(xu��)�@�R��,������R��������R��,��ͬ�r(sh��)(li��n)����Xܛ����(du��)��ò�M(j��n)�ж���������
��W(xu��)�@�R����ͨ�^(gu��)�R�ij���ԭ���(l��i)��(sh��)�F(xi��n)��,���ֱ�����0.1��m����,�������������ý��ٷ�ĩ��ֱ��һ����15��m~150��m����W(xu��)�@�R�ķֱ��ʿ��ԝM���ĩ��ò�^���Ҫ��,����W(xu��)�@�R�c����@�R���,���ɱ��͡��ƘӺ�(ji��n)���ҙz�y(c��)�ٶȿ�,�����Ԍ�(du��)��Ŀǰ���F���Լ�������ˇ���Ƃ�����λ�����ν��ٷ�ĩ,����W(xu��)�@�R��ʹ�����V�����^���ֶΡ�
��������@�R��SEM�����ֱ��ʸ��_(d��)ʮ�f(w��n)��,����������ֱ�^���^����ٷ�ĩ����ò,����������^�쵽��ĩ�w���ı����B(t��i)��ԓ�����ƘӺ�(ji��n)��,����(du��)��Ʒ�ĺ��Ҫ��,���܉�@�ø߱��ʡ�����,��ֱ�^�ķ�ĩ��ò��Ƭ,�����⣬�������������ν��ٷ�ĩ��(du��)�ڿ��ķ۵Ŀ��Ƹ����(y��n)��,������������@�Rͬ�r(sh��)Ҳ�ǿ��ķۙz�y(c��)����Ч�ֶ�,��
������@�R���g(sh��)���Ը���������顰��Դ��������������Ĵ��������ޣ���(du��)��Ʒ�ĺ����Ҫ��,�����ٷ�ĩ��Ҫ���p��̎��,���Ƙ����y���z�y(c��)�ɱ���,�������L(zh��ng),��һ���^��ʹ�á�
��(d��ng)�B(t��i)�w���D�����������ĩ�w��ͶӰ��������ζșz�y(c��)�˲��÷�ĩ�w���D������x,������W(xu��)�@�R���y(c��)��ܛ���ķ����M(j��n)��,��
����(d��ng)�ԙz�y(c��)
��ĩ����(d��ng)�Եęz�y(c��)����������ֹ�Ƿ�����������(d��ng)��ָ��(sh��)��,�����b�c��(sh��)�ܶȜy(c��)����,���������ٷ���
��ֹ�ǣ���ָ��ĩ��һ���߶ȵ�©������Ȼ���䵽ˮƽ�����γɵĈA�F�Ѻ�ˮƽ���g�ĽǶȦ�,����ֹ��ԽС,����ĩ֮�g��Ħ������ԽС���Ķ���ĩ����(d��ng)��ԽС,��
��������(d��ng)��ָ��(sh��)�����ǾC���u(p��ng)�r(ji��)Ӱ푷��w����(d��ng)�Ե�Ӱ�����,��������ֹ�ǡ�ƽ���,�����۶�,�����s�ʡ����R�����(xi��ng)ָ��(sh��),���õ÷��ƵĔ�(sh��)ֵ������ʾ���w����(d��ng)�Եķ���,���@�N������(sh��)��(j��)����ȫ�棬�m�÷����V,�����ǜy(c��)���`���,����(sh��)��(j��)����(w��n)����һ�����ʹ��,��
���b�c��(sh��)�ܶȜy(c��)���������ý��ٷ�ĩ����(sh��)�ܶ��c���b�ܶ�֮�ȁ�(l��i)�������w����(d��ng)��,����ֵԽС�����w���s��Խ��,������(d��ng)��Խ��,��
�������ٷ������ٷ�ĩ�Ļ�������(d��ng)����ָ50g���ٷ�ĩ���^(gu��)��(bi��o)��(zh��n)�ߴ�©��������r(sh��)�g����λ�飨s/50g��,���䵹��(sh��)�dž�λ�r(sh��)�g������ĩ���|(zh��)��,���Q�����٣��LJ�(gu��)�H��ͨ�õĜy(c��)��3D��ӡ���ٷ�ĩ��������(d��ng)�Եķ���,��
��ĩ������ͨ�^(gu��)��2.5mm©���r(sh��),����GB/T1482��Ҏ(gu��)���M(j��n)�Йz�y(c��),����ĩ�o(w��)������ͨ�^(gu��)��2.5 mm ©���r(sh��)�����ÿ�5.08mm�Ŀ���©��,������GB/T1482��Ҏ(gu��)���M(j��n)�Йz�y(c��),��
ԓ�N�����ęz�y(c��)��Ҫʹ�û�������Ӌ(j��)����Ҫ�m��������(d��ng)�Ժ����܉����ͨ�^(gu��)��(bi��o)��(zh��n)©���ķ�ĩ,����(du��)���F(tu��n)��,���w���gĦ��������Ľ��ٷ�ĩ�t���m�á�
����,�����ٷ�ĩ������(d��ng)��Ҳ�ɸ���(j��)���(d��ng)���W(xu��)���Ա���,�����w��׃�x���Ǹ���(j��)�@�Nԭ��y(c��)����(d��ng)�Եăx����
�Y(ji��)
��������������������(g��)��������a(ch��n)�I(y��)��ǰ�صļ��g(sh��),����ӭ��(l��i)�µđ�(zh��n)�l(f��)չ�C(j��)����,���P(gu��n)��3D��ӡ�ý��ٷ�ĩ�ęz�y(c��)�����;C�ϙz�y(c��)���g(sh��)�ֶ����費��̽����
�����Y�ϣ�
��������.���������ý��ٷ�ĩԭ���ϙz�y(c��)���g(sh��)
���������� ���ٷ�ĩ���ܱ���������(GB/T 39251-2020)
������.3D��ӡ���طN���ٷ�ĩ���Ƃ��cʹ�����ܱ���
���Ї�(gu��)���w�W(w��ng)������/�ڽ�
ע���DƬ���̘I(y��)��;,�������֙�(qu��n)��֪?ji��ng)h��,��















