�Ї�(gu��)���w�W(w��ng)Ӎ �S����Ӯa(ch��n)Ʒ���ɻ�,���ͻ�,����ܻ��İl(f��)չ,��������(n��i)���ۼ��������ğ���,���y���ڶ̕r(sh��)�g��(n��i)ɢȥ,���ߜ؇�(y��n)��?f��)p����������ʹ�É���,��ɢ��ɞ�Ӱ��·��Ч�\(y��n)�е��P(gu��n)�I��(w��n)�}��
һ,�������X����Ҫ��ɢ�����
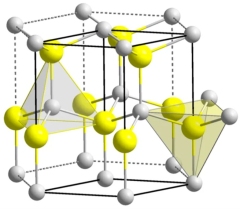
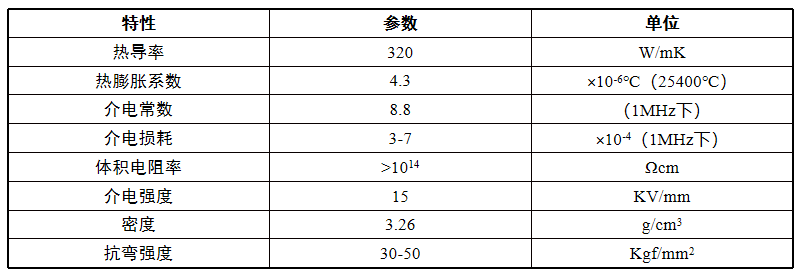
����մ��ǽ�Qɢ�ᆖ(w��n)�}����Ҫ����,�������X�ጧ(d��o)�ʸ��_(d��)320W/mK���dz�����ʯ,��������,��̼��������������иߟጧ(d��o)�ʵ�һ�N�o(w��)�C(j��)�ǽ��ٲ��ϣ�������Ѓ�(y��u)���Ľ�����ܡ���(w��n)���Ļ��W(xu��)����,���o(w��)���o(w��)���Լ��c���̼������ӽ��ğ���Ûϵ��(sh��),���dz��m���ڌ�(du��)�l(f��)���ɢ��Ҫ��ߵĴ����O(sh��)�䡣
��1 �����X����Ҫ���܅���(sh��)
��,���ӹ�����Ӱ�ɢ��Ч��
�����X�մɾ��и�Ӳ��,���ߴ��Ժ͵͔����g�ȵ����c(di��n)����һ�N��Ӳ����,���ڼӹ��^(gu��)�������װl(f��)�����Ԕ���,����(d��o)�¼ӹ�������F(xi��n)����ӡ��Ѽy,��������(y��ng)���ȱ���ȱ�ݺ́�����ȱ��,�����@Щȱ�ݕ�(hu��)�O���Ӱ푵����X�մɵČ�(d��o)������������,�������X�ጧ(d��o)�ʿɸ��_(d��)320W/mK,�����DZ���ȱ�ݵĴ��ڿ�����Ɍ�(sh��)�H�a(ch��n)Ʒ�ğጧ(d��o)��߀����200W/mK�������⻬�ı����܉̓�(n��i)��,�����������ɢ������,����ˣ������X�մɵı����|(zh��)���ͼӹ����Ⱥܴ�̶��ϕ�(hu��)Ӱ���ɢ��Ч��,���@�ø��|(zh��)���ļӹ�����,����(sh��)�F(xi��n)�����X�մɱ���ij��͓p����ʮ�ֱ�Ҫ�ġ�
��,�������ܼӹ����g(sh��)
�����X�մ���һ�N�ྦྷ����,���ɴ��������X����Һ�����Y(ji��)���ɣ����m(x��)�轛(j��ng)��ĥ������^(gu��)�̲��ܵõ����|(zh��)���ļӹ�����,��Ŀǰ,�������X�մɵı���ƽ�����ӹ�������Ҫ�Ԓ���ĥ�����������������ܼӹ��������o,�����õij����ܼӹ������л��W(xu��)�C(j��)е����,������׃���⡢늽��(n��i)����ĥ��,������ӹ�,�����x���o�������Լ���(f��)�ϒ���ȡ�
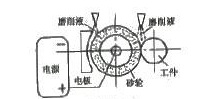
1.���W(xu��)�C(j��)е���ˇ��CMP��
���W(xu��)�C(j��)е�������ȫ��ƽ̹�����g(sh��),���ǿ����ṩ���wƽ�滯�ı��澫�ӹ����g(sh��),������ԭ��D��D1��ʾ����ˇ�b����Ҫ�ɒ���P,�������A������Һݔ���b�������֘�(g��u)��,�,����W(xu��)�C(j��)е���ˇ�ǻ��W(xu��)�͙C(j��)е�C�����õ��^(gu��)�̡�����P��ճ�N�В���|,�����ҿ��������D(zhu��n),��ͨ�^(gu��)���d���o�����X�մ�ʩ����������ʹ���c����|����֮�g�к��m��������,���܉�a(ch��n)������(du��)�\(y��n)��(d��ng),������Һͨ�^(gu��)���(d��ng)���������������|�ϣ�ʹ֮�ڵ����X�մɺ͒���|֮�g���m(x��)����(d��ng),���մɱ����c����Һ����l(f��)������(y��ng),��ͨ�^(gu��)�����^�ĸ����\(y��n)��(d��ng)������(y��ng)��ȥ�����_(d��)������ƽ���⻬��Ч��,��
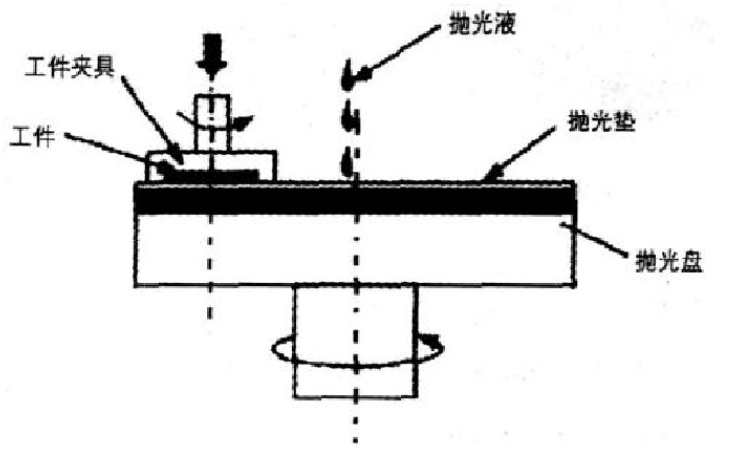
�D1 ���W(xu��)�C(j��)е����ԭ�����DԴ����(chu��ng)����ĥ��
���W(xu��)�C(j��)е���ˇ����Ч���^�õ�Ҳ����ȱ�c(di��n),��һ�ǽ�(j��ng)�^(gu��)���W(xu��)�͙C(j��)е�C�����ú�,�������X�������׳��F(xi��n)�Ѽy,��������ĥҺ��(hu��)�����Ⱦ����Ҫ�M(j��n)�Ќ��T̎��,���Ғ���|�ӹ��^(gu��)���Е�(hu��)ĥ�p,����Ҫ�����M(j��n)��������Ŀǰ,��������ĥ��,������|�N����ˇ������,�����ڵ����X�մɵĻ��W(xu��)�C(j��)е���ˇ�в�������̼����ȵļ��g(sh��)����,����Ҫ�M(j��n)һ�������ơ�
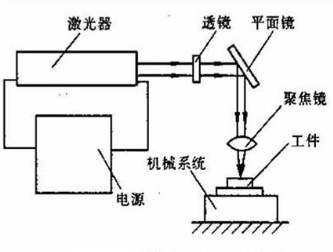
2.����׃���ˇ(MRF)
����׃���⼼�g(sh��)�����ô���׃����Һ�ڴň�(ch��ng)�е���׃���M(j��n)�В����һ�N�����ܼӹ�����,���乤��ԭ����D2��ʾ,������Pλ�ڴŘO���Ϸ����ӹ��ĵ����X�մ�λ�ڒ���P�Ϸ�,�����c����P֮�g��һ���ľ��x,��ʩ�Ӵň�(ch��ng)�r(sh��)�����@��(g��)�g϶��(n��i)��(hu��)�γɸߏ�(qi��ng)�ȵ��ݶȴň�(ch��ng),���ŘO�ď�(qi��ng)��ň�(ch��ng)��ʹ����׃Һ����׃���l(f��)�������D(zhu��n)׃,�����Է�����(hu��)�����ň�(ch��ng)�ֲ����γ�朠�Y(ji��)��(g��u)��ĥ���������F�۽Y(ji��)��(g��u)����,���Ķ����Џ�(qi��ng)������,�����Ԍ�(sh��)�F(xi��n)�����X�մɱ���IJ���ȥ����
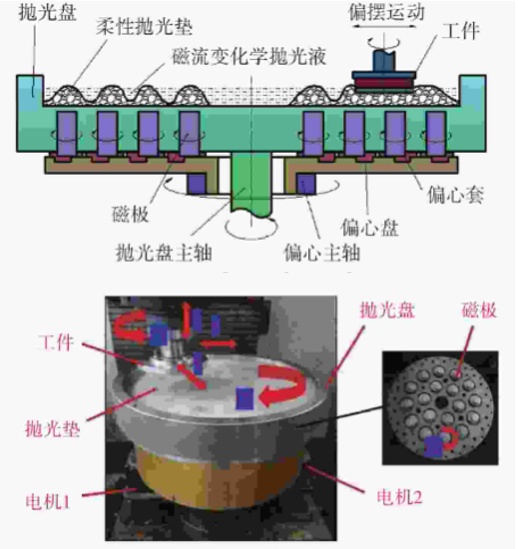
�D2 ����׃�����b��ԭ��D�c��(sh��)��D���DԴ������ʯ�cĥ��ĥ�����̣�
����׃���⼼�g(sh��)�ǽ��ڽ��|ʽ�����c�ǽ��|ʽ�����һ�N���ⷽ��,�����о��ȸ�,���o(w��)ĥ�p,���o(w��)�����ă�(y��u)�c(di��n)����ȱ�c(di��n)���ڴ���׃Һ���Ƃ似�g(sh��)��(f��)�s,���Ƃ�ɱ��߰�,�����m����Ҏ(gu��)ģ��ʹ��,��
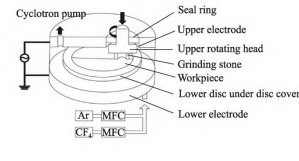
3.늽��(n��i)������ˇ��ELID��
늽��(n��i)����ĥ�����g(sh��)�nj����y(t��ng)ĥ��,����ĥ������Y(ji��)�Ϟ�һ�w�ď�(f��)���R��ӹ����g(sh��),���m���ڌ�(du��)Ӳ������M(j��n)�г������R��ĥ��,���乤��ԭ����D3��ʾ��ɰ݆�c�Դ���O������(y��ng)�O,������늘O��ꎘO,��늽�ĥ��Һ�M(j��n)��ɰ݆��늘O���g϶����늽��^(gu��)����,��ɰ݆��ӵĽ��ٻ��w��늽�,����u¶�������h����ĥ�����γɌ�(du��)ɰ݆����������,��ͬ�r(sh��),��ɰ݆�����(hu��)����һ���g��Ĥ������ɰ݆���^(gu��)��늽�,���Ķ�ʹɰ݆ʼ�K�����ĥ����B(t��i)�B�m(x��)�M(j��n)��ĥ���ӹ�,��
�D3 늽��(n��i)����ĥ��ԭ�����DԴ���������I(y��)��W(xu��)�W(xu��)��(b��o)��
늽��(n��i)����ĥ�����g(sh��)���и�Ч�ԡ���ˇ�b�ú�(ji��n)��,��ĥ���|(zh��)����,�����g��С�����c(di��n)������ĥ���^(gu��)�������a(ch��n)��������(y��ng)��,���Ѽy��ȱ��,��
4.����ӹ���ˇ
����ӹ���һ�N�ǽ��|ʽ�����M(j��n)�ӹ����g(sh��)�����m�ϴ�Ӳ���մɲ��ϵ�һ�N�ӹ�����,���乤��ԭ���nj���ͨ�^(gu��)�R�ۼ���һ��(g��)�OС�Ĺ��,��ʹ����_(d��)���O�ߵ������ܶȺ͜ضȣ��Ķ�ʹ���ӹ����|(zh��)�ۻ�������,����D4��ʾ,������ӹ���ˇ���гɱ��͡�Ч�ʸ��Լ��`���ԏ�(qi��ng)�ă�(y��u)�c(di��n),����ȱ�c(di��n)�����y�Կ��Ʈa(ch��n)Ʒ�ľ��Ⱥͱ����|(zh��)��,��
�D4 ����ӹ���ˇԭ�����DԴ���Ԅ�(d��ng)���ƾW(w��ng)��
5.���x���w�o�����ˇ��PAP��
���x���w�o��������һ�N�ǽ��|ʽ�ĸɷ����g��ˇ���乤��ԭ����D5��ʾ,��ԓ�b�������½���늘O,���ܷ�Ȧ,�����x���w��(g��u)�ɵ�ĥʯ�Լ��������D(zhu��n)�b�Ø�(g��u)�ɡ����ӹ��������ڒ���Һ��,��ʩ��һ����늉�,��ʹ���܇��Ē���Һ�������γ�һ��(g��)�������,��ͨ�^(gu��)�ښ�ӵIJ�ͬλ���γɷ��ͨ��,��������������x���ȥ������(sh��)�F(xi��n)���撁��,��
�D5 ���x���o������ԭ��D���DԴ���մɌW(xu��)��(b��o)��
���x���w�o�����⌦(du��)�Π��(f��)�s�Ĺ����܉��_(d��)���ܺõĒ���Ч��,�������ϵ�ȥ�����^�ͣ����Ҽӹ��O(sh��)�䰺�F,�����m���ڴ�Ҏ(gu��)ģʹ��,��
6.��(f��)�ϒ��ˇ
��(du��)�ڵ����մ��@�Ӳ���Բ��ϣ��ǽ��|ʽ�ļӹ�����,���������ڳɱ���,��Ч�ʵ͡��h(hu��n)����Ⱦ�Ȇ�(w��n)�},�������|ʽ�ӹ������mȻЧ�ʸ�,�����Ⱥ�,������(hu��)���ڱ���p��,����ˆ�һ�ļӹ���ʽ�y��ͬ�r(sh��)�M��Ч�ʡ�����,���ɱ��ȶ��Ҫ��,������߱����|(zh��)���ͼӹ�Ч�ʣ����Բ��ö�N�ӹ��ֶ��M(j��n)�Џ�(f��)�ϒ���,����(f��)�ϒ��⼼�g(sh��)��(du��)���Ɠp��,����߱����|(zh��)�����������ȥ�����кܴ����,�����ԫ@�ø���ƽ���⻬�ı���,����Ҋ(ji��n)�ď�(f��)�ϒ��ˇ�г����(d��ng)�o��ĥ��������ĥ��ˮ���������Լ����o���̽Y(ji��)ĥ�,����W(xu��)�C(j��)е�����,��
������(l��i)Դ��
[1]�P(gu��n)�����ȣ�����ELID�����R��ĥ�����g(sh��)����A���ӹ���ˇ
[2]����,�������X��Ƭ�ļ�Ⱥ����׃����ӹ�
[3]���w��,�������X�մɵij����ܼӹ��о��F(xi��n)���c�l(f��)չڅ��(sh��)
[4]�����A���ቺ���Y(ji��)�����X�մ��Ƃ乤ˇ���о�
[5]�Ύ�����,���ߌ�(d��o)�ᵪ���X�մ��Ƃ似�g(sh��)���о��F(xi��n)��l(f��)չڅ��(sh��)
���Ї�(gu��)���w�W(w��ng)������/��ͩ��
ע���DƬ���̘I(y��)��;,�������֙�(qu��n)Ո(q��ng)��֪?ji��ng)h��,��