

中國(guó)粉體網(wǎng)訊 近日,工信部,、國(guó)資委聯(lián)合發(fā)布了第一批前沿材料產(chǎn)業(yè)化重點(diǎn)發(fā)展指導(dǎo)目錄,,加快前沿材料產(chǎn)業(yè)化創(chuàng)新發(fā)展,引導(dǎo)形成發(fā)展合力,。其中包括了“先進(jìn)3D打印材料”,,其性能特點(diǎn)為:采用3D打印技術(shù)制備的先進(jìn)金屬、結(jié)構(gòu)與功能陶瓷,、纖維復(fù)合等材料,,具有優(yōu)異的強(qiáng)度,、塑韌性、疲勞性能,、耐高溫,、耐腐蝕等性能。

實(shí)際上,,世界科技強(qiáng)國(guó)都將增材制造技術(shù)作為未來(lái)產(chǎn)業(yè)發(fā)展新的增長(zhǎng)點(diǎn)加以培育和支持,,我國(guó)也將增材制造列入了“中國(guó)制造2025”強(qiáng)國(guó)戰(zhàn)略,在“十三五”期間進(jìn)行了重點(diǎn)支持和發(fā)展,。
陶瓷3D打印應(yīng)用市場(chǎng):航空航天和國(guó)防占大頭
隨著“中國(guó)制造2025”的快速進(jìn)展,,陶瓷制造產(chǎn)業(yè)也經(jīng)歷了深刻的變革,正在向著“智能化,,數(shù)字化”的方向進(jìn)行轉(zhuǎn)變,。新興的3D打印在高性能陶瓷的成型制造領(lǐng)域具有巨大的發(fā)展?jié)摿Γ?D打印有望突破傳統(tǒng)陶瓷加工和生產(chǎn)的技術(shù)瓶頸,為陶瓷關(guān)鍵零部件的應(yīng)用開辟新的途徑,。
與聚合物和金屬3D打印相比,,陶瓷3D打印市場(chǎng)仍被認(rèn)為是一個(gè)相對(duì)較新的細(xì)分市場(chǎng)。根據(jù)相關(guān)行業(yè)報(bào)告顯示,,全球陶瓷3D打印材料市場(chǎng)在2022年容量達(dá)到4.1億元,,預(yù)計(jì)到2028年將達(dá)到32.52億元,期間將以41.19%的年均復(fù)合增長(zhǎng)率增長(zhǎng),。
在陶瓷3D打印市場(chǎng)應(yīng)用中,,當(dāng)前最大的客戶群體來(lái)源都來(lái)自航空航天和國(guó)防高新技術(shù)行業(yè),兩者均對(duì)陶瓷制品(例如航天器的隔熱瓦)有著大量的需求,;其次就是生物健康醫(yī)療領(lǐng)域,,這個(gè)領(lǐng)域陶瓷多被應(yīng)用于制造像假牙、手術(shù)器械,、人體假肢,、植入體等醫(yī)療產(chǎn)品,因?yàn)橥ㄟ^(guò)3D打印技術(shù)可以準(zhǔn)確地為患者定制符合自身人體構(gòu)造的醫(yī)療用品,,生物兼容性非常好,。
透波陶瓷天線罩3D打印需求分析
高性能透波陶瓷是一類重要的陶瓷材料,其典型應(yīng)用包括天線罩等導(dǎo)彈關(guān)鍵部件,。作為決定制導(dǎo)系統(tǒng)探測(cè)性能和氣動(dòng)性能的核心構(gòu)件,,具備優(yōu)異氣動(dòng)特性和高溫承載、超寬帶透波等性能的陶瓷天線罩的研制已成為新一代導(dǎo)彈研制中迫切需要解決的關(guān)鍵問(wèn)題,。因此,,發(fā)展大尺寸高性能透波陶瓷構(gòu)件的快速、精確成型技術(shù),,具有重要的軍事意義與社會(huì)意義,。
1.陶瓷天線罩無(wú)模具快速試制需求
目前陶瓷天線罩材料的研究和應(yīng)用主要以石英陶瓷和氮化硅陶瓷為主,。石英陶瓷天線罩一般采用泥漿澆注、注凝成型等成型方法,;氮化硅陶瓷天線罩采用熱壓燒結(jié),、熱等靜壓燒結(jié)、反應(yīng)燒結(jié),、無(wú)壓燒結(jié)等制備方法,。以上方法在成型過(guò)程中均需要模具。
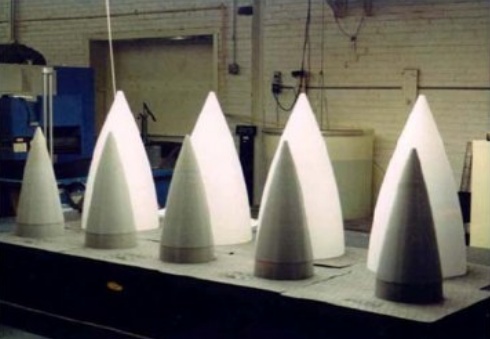
美國(guó)Ceradyne公司生產(chǎn)的熔融石英陶瓷天線罩
成型的陶瓷構(gòu)件素坯還需要經(jīng)過(guò)復(fù)雜的磨削加工才能形成最終產(chǎn)品,,整體的制造周期長(zhǎng),。因此,,在研制階段,,需要實(shí)現(xiàn)天線罩快速試制以縮短研制周期,迫切需要發(fā)展不需要模具的天線罩快速制造方法,。
2.復(fù)雜結(jié)構(gòu)外形陶瓷天線罩研制需求
飛行馬赫數(shù)為5~16的高超聲速導(dǎo)彈具有飛行速度快,、突防能力強(qiáng)、攻擊目標(biāo)范圍廣,、殺傷威力大等特點(diǎn),,成為航空航天領(lǐng)域發(fā)展的一個(gè)主要方向。傳統(tǒng)的天線罩采用軸對(duì)稱的流線型外形,,是無(wú)法滿足5以上的飛行馬赫數(shù)的,。因此,具有較高升阻比和更強(qiáng)動(dòng)機(jī)性的乘波體等復(fù)雜結(jié)構(gòu)外形成為高超聲速導(dǎo)彈構(gòu)型的重要發(fā)展方向,。
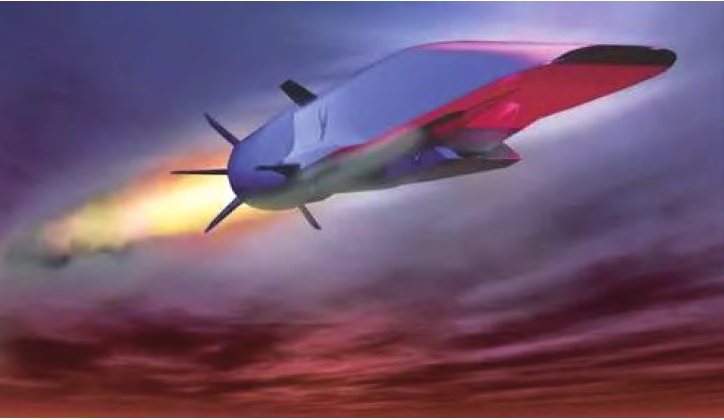
美國(guó) X-51A 實(shí)驗(yàn)型高超聲速飛行器
然而,,飛行器復(fù)雜的結(jié)構(gòu)外形使得天線罩的制造難度和成本大幅增加,迫切需要發(fā)展可以實(shí)現(xiàn)復(fù)雜結(jié)構(gòu)外形天線罩快速制造的工藝方法,。
3.寬帶夾層結(jié)構(gòu)陶瓷天線罩研制需求
為提升制導(dǎo)精度和抗干擾能力,,天線罩必須在更寬的工作頻段范圍內(nèi)工作,(從窄帶透波拓展到2GHz以上的寬帶透波),。但傳統(tǒng)天線罩一般采用單層半波壁結(jié)構(gòu),,工作帶寬有限。因此采用夾層結(jié)構(gòu)是實(shí)現(xiàn)天線罩寬帶透波的重要途徑,。寬帶夾層結(jié)構(gòu)陶瓷天線罩的復(fù)雜結(jié)構(gòu)給其制備帶來(lái)了很大的難度,,國(guó)內(nèi)外在夾層結(jié)構(gòu)陶瓷天線罩的制備上開展了大量的研究。如美國(guó)波音公司研制了兩層結(jié)構(gòu)的多倍頻程寬帶天線罩,,該天線罩由低密度的氮化硅芯層和高密度的氮化硅表面組成,。
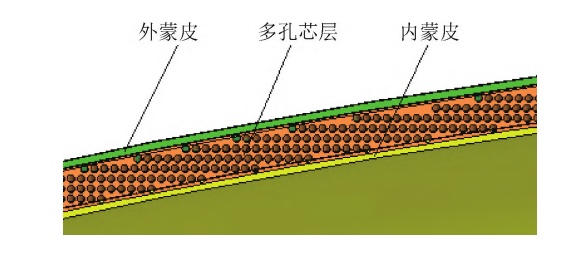
天線罩典型夾層結(jié)構(gòu)示意圖
目前寬帶夾層結(jié)構(gòu)陶瓷天線罩制備技術(shù)成熟度不高,且工藝復(fù)雜,、成本較高,,迫切需要進(jìn)一步探索新的制備方法,。
4.陶瓷天線罩3D打印技術(shù)的發(fā)展需求
為滿足陶瓷天線罩快速試制以及復(fù)雜結(jié)構(gòu)外形、寬帶夾層結(jié)構(gòu)天線罩精密研制的需求,,陶瓷3D打印技術(shù)成為重要的發(fā)展方向,。相對(duì)于傳統(tǒng)制造技術(shù),3D打印不需要模具,,成型速度快,,特別適用于復(fù)雜異形構(gòu)件成型,且構(gòu)件越復(fù)雜,,優(yōu)勢(shì)越顯著,。因此發(fā)展陶瓷3D 打印技術(shù),對(duì)于天線罩的快速試制及技術(shù)發(fā)展具有重要的意義,。
透波陶瓷3D構(gòu)件打印工藝
打印工藝
與金屬材料不同,,常用的透波陶瓷材料難以應(yīng)用選擇性激光熔化(SLM)等直接打印工藝進(jìn)行成型。石英陶瓷在加熱至1600℃熔化后性能會(huì)發(fā)生變化,,而氮化硅陶瓷雖在常壓下沒(méi)有固定熔點(diǎn),,但加熱至1870℃后也會(huì)發(fā)生分解,因此透波陶瓷一般采用間接3D打印工藝,。
陶瓷3D打印工藝的指標(biāo)對(duì)比
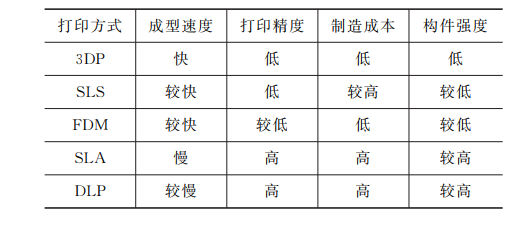
不同的陶瓷3D打印工藝具有不同的特點(diǎn),。針對(duì)導(dǎo)彈天線罩等應(yīng)用場(chǎng)合,由于導(dǎo)彈天線罩對(duì)力學(xué)強(qiáng)度,、表面質(zhì)量,、電性能均有嚴(yán)格的要求:
3DP工藝打印的陶瓷構(gòu)件強(qiáng)度過(guò)低而難以滿足要求;
SLS工藝和 FDM 工藝可用于單層結(jié)構(gòu)的陶瓷天線罩打印,,并通過(guò)后續(xù)的精密加工保證表面質(zhì)量,,但打印的構(gòu)件精度較低,因此難以用于寬帶夾層結(jié)構(gòu)天線罩的打�,�,;
SLA工藝和 DLP工藝打印的陶瓷構(gòu)件表面質(zhì)量和精度較高,可用于各類陶瓷天線罩的制備,,但打印效率較低,、成本較高。
打印材料
國(guó)內(nèi)在3D打印材料方面已開展了大量的研究,,但主要集中在氧化鋁 (Al2O3),、氧化鋯(ZrO2)、硅酸鈣(CaSiO3),、碳化硅(SiC)等非透波陶瓷材料,。對(duì)于高溫透波陶瓷材料的研究主要集中在氧化物陶瓷、磷酸鹽陶瓷和氮化物陶瓷三個(gè)方面,,但對(duì)于3D打印透波陶瓷材料的研究就很少,。
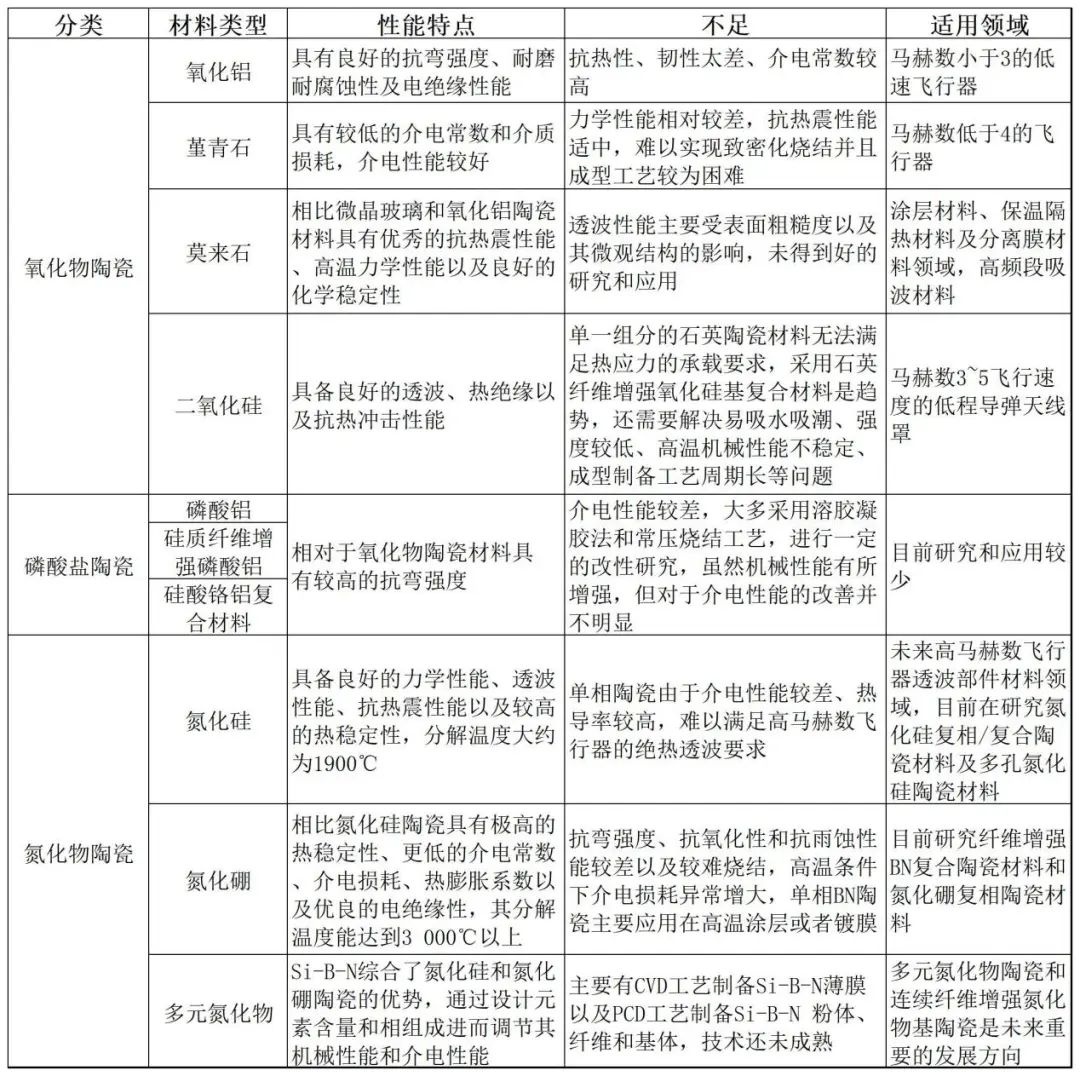
▲不同種類透波陶瓷的特點(diǎn)及適用領(lǐng)域
針對(duì)透波陶瓷的打印要求,,需要開展打印材料研究,形成性能穩(wěn)定的材料體系和批量化制備能力,。
總結(jié)
高性能透波陶瓷在航空航天領(lǐng)域具有重要的應(yīng)用價(jià)值,。隨著技術(shù)的發(fā)展,現(xiàn)有的復(fù)雜外形透波陶瓷構(gòu)件面臨著試制周期長(zhǎng),、成型困難等難題,。發(fā)展先進(jìn)的陶瓷3D打印技術(shù),特別是SLA和DLP打印技術(shù),,對(duì)于導(dǎo)彈天線罩等高性能陶瓷構(gòu)件的設(shè)計(jì),、研制和生產(chǎn)具有積極的推動(dòng)作用。目前高性能透波陶瓷構(gòu)件的3D打印還處于起步階段,,迫切需要開展深入研究,,攻克設(shè)備、材料,、工藝等一系列關(guān)鍵技術(shù),。
參考來(lái)源:
曾照勇等:大尺寸透波陶瓷構(gòu)件3D打印技術(shù)的發(fā)展
3D打印技術(shù)參考:工藝總結(jié):直接與間接陶瓷3D打印工藝種類及特點(diǎn)
升華三維:陶瓷3D打印技術(shù)發(fā)展現(xiàn)狀及水平分析系列
貝哲斯信息咨詢:全球與中國(guó)陶瓷3D打印行業(yè)價(jià)值預(yù)估
中國(guó)國(guó)防報(bào)、國(guó)家工信部
(中國(guó)粉體網(wǎng)編輯整理/空青)
注:圖片非商業(yè)用途,,存在侵權(quán)告知?jiǎng)h除














