

中國(guó)粉體網(wǎng)訊 鋰離子電池生產(chǎn)工藝一般分為前段極片制作、中段電芯組裝及后段電池檢測(cè)封裝三個(gè)工段,。其中,,極片制作主要工序包括供料攪拌,、涂布,、輥壓、分切,、極片烘烤等,,電芯組裝主要工序包括電芯卷繞或疊片、裝配,、烘烤,、注液等,電池檢測(cè)封裝主要工序包括電池化成分容,、高溫老化,、分選、包裝等,。各工序相關(guān)設(shè)備的技術(shù)提升和質(zhì)量控制是鋰離子電池工藝改進(jìn)和性能提升的重要基礎(chǔ),。

鋰離子電池生產(chǎn)過(guò)程
鋰電輥壓工藝
輥壓是將涂布并烘干到一定程度的鋰電池極片進(jìn)行壓實(shí)的工藝過(guò)程。
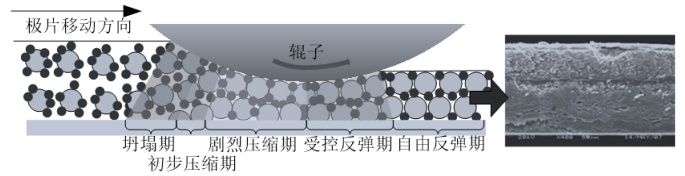
極片輥壓原理
輥壓的目的主要是:
①使極片的表面保持光滑和平整,,從而可以防止因極片表面的毛刺刺穿隔膜而引起的電池短路隱患,;
②對(duì)涂覆在極片集流體的電極材料進(jìn)行壓實(shí),從而使極片的體積減小,,提高電池的能量密度,;
③使活性物質(zhì)、導(dǎo)電劑顆粒接觸更加緊密,,提高電子導(dǎo)電率,;
④使涂層材料與集流體的結(jié)合強(qiáng)度增強(qiáng),減少電池極片在循環(huán)過(guò)程中掉粉情況的發(fā)生,,提高鋰電池的循環(huán)壽命和安全性能,。
輥壓工藝影響著鋰離子電池的容量、循環(huán)性,、內(nèi)阻,、安全性、一致性等性能,,也對(duì)后續(xù)工藝生產(chǎn)流程(分模切,、卷繞、封裝和注液化成等)有一定影響,,因此工藝重點(diǎn)在于控制好壓實(shí)密度和極片的反彈比例,,增強(qiáng)極片的柔韌性等。
極片軋制分為冷軋和熱軋兩種方式,,且輥壓工段基本上都用輥壓分切一體機(jī)代替原來(lái)單機(jī)的生產(chǎn)方式,。
鋰電輥壓設(shè)備
鋰電輥壓設(shè)備按施壓方式劃分為機(jī)械螺桿壓緊結(jié)構(gòu)和液壓油缸壓緊結(jié)構(gòu)。手動(dòng)螺旋加壓式主要應(yīng)用于實(shí)驗(yàn)室,目前產(chǎn)線上主要用氣液增壓泵加壓式輥壓機(jī)和液壓伺服加壓式輥壓機(jī),,通過(guò)頂緊液壓缸施壓可以施加較大的壓力且壓力穩(wěn)定,,目前量產(chǎn)線上液壓伺服加壓式應(yīng)用更多。

來(lái)源:納科諾爾
目前國(guó)內(nèi)外鋰電池廠家均使用二輥輥壓機(jī)輥壓極片,,當(dāng)前市場(chǎng)主流機(jī)型輥寬為1,300mm或1,500mm,,厚度精度可達(dá)±1.5μm,輥壓機(jī)械速度最快可達(dá)140-160m/min,,但考慮到實(shí)際生產(chǎn)中輥跳,、收放卷穩(wěn)定性、極片跳動(dòng),、一致性等因素,,穩(wěn)定生產(chǎn)速度可達(dá)100-120m/min。同時(shí),,為提高生產(chǎn)效率,,輥壓機(jī)向大型化、集成化方向發(fā)展,,目前輥身長(zhǎng)度最長(zhǎng)已達(dá)到1,600mm,。
由于鋰電池正極的鋁箔集流體在輥壓時(shí)候易出現(xiàn)斷帶情況,為了提高產(chǎn)線的持續(xù)性,、減少斷帶,,目前頭部鋰電池廠商傾向于采用熱輥工藝,以降低極片內(nèi)應(yīng)力,、反彈幾率及變形抗力,。使用熱輥工藝的輥壓機(jī)的工藝復(fù)雜程度較冷輥工藝大幅上升,不僅需將熱輥制作成蜂窩狀,,并且需在主輥機(jī)構(gòu)前后端分別添加預(yù)熱機(jī)構(gòu)與冷卻機(jī)構(gòu),,設(shè)備價(jià)格也隨之有所增長(zhǎng)。因此,,具備熱輥工藝且可保持較高的輥面溫度均勻性已成為輥壓設(shè)備企業(yè)的核心競(jìng)爭(zhēng)力之一,。目前,行業(yè)內(nèi)熱輥加熱溫度通常不超過(guò)130℃(導(dǎo)熱油),,溫度均勻性在±3℃以內(nèi)。
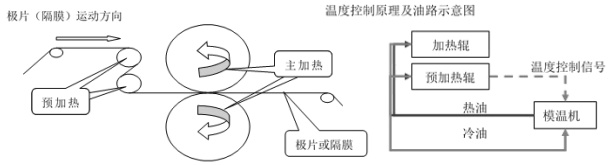
加熱輥壓機(jī)技術(shù)原理
鋰電輥壓設(shè)備將迎來(lái)新的大規(guī)模應(yīng)用市場(chǎng)
據(jù)悉,,目前鋰電池生產(chǎn)1GWh產(chǎn)能需配置1臺(tái)正極輥壓機(jī)和1臺(tái)負(fù)極輥壓機(jī)(雙機(jī)臺(tái)),。2022年中國(guó)鋰電輥壓設(shè)備市場(chǎng)達(dá)32億元,同比增長(zhǎng)77.8%,。
近年來(lái),,國(guó)內(nèi)鋰電池需求上升,電池企業(yè)加速擴(kuò)產(chǎn),,帶動(dòng)國(guó)內(nèi)鋰電輥壓設(shè)備市場(chǎng)規(guī)�,?焖僭鲩L(zhǎng),。而除傳統(tǒng)鋰電池外,其他新能源電池的需求量提升也將同步擴(kuò)大輥壓設(shè)備市場(chǎng),。
在其他新能源電池領(lǐng)域,,由于與鋰電池生產(chǎn)工藝有相似之處,目前已有的鈉離子電池,、半固態(tài)電池項(xiàng)目均有使用類似傳統(tǒng)液態(tài)鋰電池生產(chǎn)所用的極片輥壓機(jī)設(shè)備,。鈉離子電池預(yù)計(jì)將于未來(lái)幾年逐步成熟并進(jìn)入規(guī)模化應(yīng)用階段,,至2025年預(yù)計(jì)產(chǎn)能將達(dá)60GWh,,參考鋰電市場(chǎng)所匹配的設(shè)備價(jià)值以及綜合成本的下降,其對(duì)應(yīng)輥壓設(shè)備市場(chǎng)規(guī)模約為4.5億元,;固態(tài)電池技術(shù)發(fā)展速度相對(duì)較慢,,至2025年出貨量規(guī)模預(yù)計(jì)僅能達(dá)13GWh,但至2030年預(yù)計(jì)出貨量將超300GWh,,從而帶動(dòng)輥壓設(shè)備市場(chǎng)持續(xù)快速增長(zhǎng),。
可以說(shuō),隨著鈉離子電池,、固態(tài)電池的逐步成熟及投入量產(chǎn),,鋰電輥壓設(shè)備企業(yè)預(yù)計(jì)將迎來(lái)新的大規(guī)模應(yīng)用市場(chǎng)。
鋰電輥壓設(shè)備加速國(guó)產(chǎn)替代
輥壓設(shè)備的生產(chǎn)工藝較為復(fù)雜,,涉及機(jī)械工程,、電氣控制、材料研究,、軟件算法等技術(shù)及工藝,,有較高的技術(shù)壁壘。并且輥壓設(shè)備需根據(jù)下游客戶領(lǐng)域和產(chǎn)品確定不同的工藝路徑及結(jié)構(gòu)參數(shù),,比如熱輥工藝,、多次輥壓工藝、弧形輥工藝以及不同尺寸的配套設(shè)備等,,定制化屬性較強(qiáng),。
目前,國(guó)內(nèi)鋰電輥壓設(shè)備的代表性企業(yè)納科諾爾,、贏合科技,、先導(dǎo)智能、海裕鋰能,、海裕百特等不斷提升自身產(chǎn)品性能,、工藝水平以及自動(dòng)化程度。并且積極配合下游頭部鋰電池客戶進(jìn)行干電極制造相關(guān)的技術(shù)開(kāi)發(fā)。其中,,納科諾爾等輥壓設(shè)備企業(yè)正在研究通過(guò)輥壓技術(shù)將粉料輥壓成厚膜后,,經(jīng)多次熱壓減薄后收卷或與集流體進(jìn)行復(fù)合,保證膜片不斷帶的情況下減薄至指定厚度并提高壓實(shí)密度,。
鑒于國(guó)產(chǎn)鋰電輥壓設(shè)備的不斷提升,、更高的性價(jià)比以及更優(yōu)質(zhì)交付、調(diào)試及售后服務(wù),,寧德時(shí)代,、比亞迪、中創(chuàng)新航等國(guó)內(nèi)鋰電池企業(yè)采用的輥壓設(shè)備已實(shí)現(xiàn)國(guó)產(chǎn)替代,。而且,,中國(guó)鋰電輥壓設(shè)備企業(yè)逐步受到海外鋰電池企業(yè)認(rèn)可,中國(guó)鋰電輥壓設(shè)備企業(yè)海外滲透率逐步提升,。目前,,中國(guó)鋰電輥壓設(shè)備企業(yè)已逐步進(jìn)入日本、韓國(guó)以及歐美等海外電池企業(yè)供應(yīng)鏈體系,。
參考資料:
邢臺(tái)納科諾爾精軋科技股份有限公司招股說(shuō)明書
邢臺(tái)納科諾爾精軋科技股份有限公司公開(kāi)轉(zhuǎn)讓說(shuō)明書
(中國(guó)粉體網(wǎng)編輯整理/黑金)
注:圖片非商業(yè)用途,,存在侵權(quán)告知?jiǎng)h除!














