�Ї����w�W(w��ng)Ӎ �����X��AlN�����иߌ�(d��o)��,���^��,������Û���o�ŵȃ�(y��u)������,���ǰ댧(d��o)�w,�����յ��I(l��ng)��߶��b����P(gu��n)�I���ϣ��e���ں��պ���,��܉����ͨ������Դ��܇,���߹���LED,��5GͨӍ�������ݔ,�����I(y��)���Ƶ��I(l��ng)���������о��в���ȡ��������,��
Ŀǰ�����Ƃ��(f��)�s�Π�A(y��)lN�մ��㲿���������Ƃ似�g(sh��)��Ҫ��ģ�����͡�ע�����,�����zעģ����,������������ģ���켼�g(sh��)������,���մ�3D��ӡ����Ҳ�Ɍ��F(xi��n)AlN�մ��㲿���ľ�������,����ԓ�������ڵ����X�մɳ��ͷ�����о��^�٣����H��(y��ng)��߀�д����M(j��n)һ�����о����ʲ��ڽ����ӑՓ����֮��(n��i),��

��ע����Ώ�(f��)�s�Π���X�մ�,����Դ���B�T⠴ɿƼ�����˾��
ģ������
ģ�������Ǒ�(y��ng)����V���ij���ˇ������ˇԭ���nj���(j��ng)�^���F�����������Ժõ���������䵽����ģǻ��(n��i),��ͨ�^���^ʩ�Ӊ���,�����^��ģǻ��(n��i)�a(ch��n)���Ƅӣ�ģǻ��(n��i)���w�ډ��^�������®a(ch��n)���w������,���w���g��϶��(n��i)���w�ų�,���γɾ���һ����(qi��ng)�Ⱥ��Π���մ�������ͨ�����Ƶij�ʼ�A�����ܻ����ʺܸ�,����ʼ�A�εĉ���ͨ�^�w���g�Ľ��|,��ʹ������ճ�Y(ji��)�����w�����Ӻ�����,����(d��ng)�M(j��n)һ��ʩ���r,���w��׃��������g�Ľ��|�棬�p���w���g�Ě��,�����w�ڼӉ��^����ͨ�^�w���g�w��,����Kͨ�^ģ���g϶�ų���
���Ƴ��ε������A������һ�A��,����Ҫ���w���Ļ��Ӻ�����,���oՓ��һ��ķ��w����������ķ��w���������ģ���е�����Y(ji��)��(g��u)�ж����к��w���ߴ�ӽ�����С�Ŀ�϶,���ڶ��A��,���w�����|�c(di��n)��λ�l(f��)��׃�κ����ѣ���(d��ng)�������^�w���ϵı��^������(y��ng)���r,���w���l(f��)��׃��ʹ���w���g��϶�pС,���S���w����׃�Σ����w�w�e����϶�ߴ�p��,�����Ե͵��������ό���(y��ng)��������(y��ng)����,���_(d��)����ͬ���ܶ�����Ҫ���ߵĉ����������A��,�����w�M(j��n)һ���܌��c���ԉ��s,���@һ�A����ʼ�ڸ߉����A�Σ����ܶ���߷����^С,�����A�ΰl(f��)��һ���̶ȵď��ԉ��s,���@�N���ԉ��s�^�t��Óģ�����ɑ�(y��ng)���_���c��,��
ģ�����͵���(y��u)�c(di��n)�dz������w�ߴ��(zh��n)�_,���������Ρ�ģ�����w��ճ�Y(ji��)�������^�١�����͟����տs�^С,���e�m�����Ƃ��Π��,���L����С����Ʒ������,���@�N���y(t��ng)�ij��ͷ���Ч�ʵ�,�����Ƶõ�AlN�մ��㲿���ijߴ羫��ȡ�Q������ģ�ߵľ��ȣ����߾���ģ�ߵ��Ƃ�ɱ��^��,��
ע�����
ע����ͱ����H���u(y��)�顰��(d��ng)������T���㲿�����μ��g(sh��)��,���մ�ע������nj��ۺ���ע����ͷ����c�մ��Ƃ乤ˇ��Y(ji��)�϶��l(f��)չ������һ�N�Ƃ��(f��)�s�Π���մ��㲿�������d��ˇ�������ڂ��y(t��ng)����ˇ,��������(y��u)�c(di��n)��Ҫ������
��1���C(j��)е�����Ԅӻ��̶ȸ�,�����a(ch��n)Ч�ʸߡ��������ڶ�,�����w��(qi��ng)�ȸ�,��
��2�����͵��մɮa(ch��n)Ʒ���ИO�ߵijߴ羫�Ⱥͱ���❍�ȣ�
��3�����ͮa(ch��n)Ʒ���Y(ji��)�w���܃�(y��u)Խ��һ�����^��,��
��4���ɽ����ߴ�����N��(f��)�s�Π�,�����������o���M(j��n)�ЙC(j��)е�ӹ���̎����
��Ҫע�����,����ע����͵õ�����Ʒ,����Ó֬��һ���Ȟ���Ҫ���A�Σ����^�����(sh��)��ȱ�ݶ���Ó֬�A���γ�,�����Ѽy,����ס�׃��,�����ݵ���r,��������Ó֬�^���Юa(ch��n)����ȱ�ݟo��ͨ�^���ڵğ��Y(ji��)�폛�a(b��)��������ij�N�̶���Ó֬�Q������K�a(ch��n)Ʒ�|(zh��)��,������ע��������w���ЙC(j��)�ﺬ���^��,��Ó֬�^�����(d��o)�ºܶ�ȱ�ݵİl(f��)�������,��Ó֬��ˇ��(y��u)����ע�����ˇ�е�һ���y�}���о����c(di��n),��
���zעģ����
���zעģ�������g(sh��)ԭ�������Ȍ����w,���܄�,����ɢ�������ĥ���Ƃ���и߹���,��ճ�ȵķ��w-�܄���Ҹ�Һ,��������m���ЙC(j��)���w���������l(f��)�����̻�������ͨ�^���l����ضȵȵ�׃��ʹ�մɝ{���еĆ��w��(li��n)�̻�����K�����w���γ����S�W(w��ng)��Y(ji��)��(g��u)���մ��w���̶�,��ʹ?ji��){��ԭλ�̻�����,��
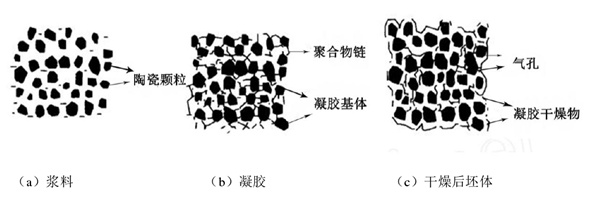
ԭλ�̻��z�B(t��i)����ԭ��ʾ��D
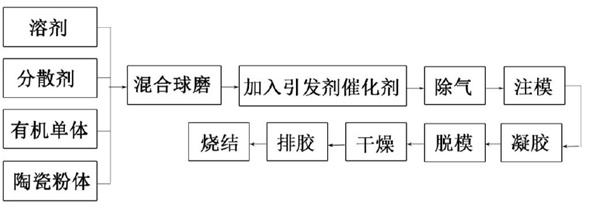
���zעģ����ˇ���̈D
�c��������ˇ���g(sh��)��ȣ����zעģ������(y��u)�c(di��n)���£�
��1���m�÷����V��,��
��2���������wȱ�ݺ�׃��С,����һ�N�����ߴ����ˇ��
��3�����w��(qi��ng)���^��,���������w���M(j��n)�ЙC(j��)�ӹ�,��
��4�����w���ЙC(j��)�ﺬ���ܵͣ����z���Ʒ׃���,�,��
��5���մ������͟��Y(ji��)�w�ܶȸߡ������Ժ�,���ɱ���,����ˇ�ɿء�
Ŀǰ,�����zעģ���͵���Ҫ���}�У�ˮ�C(j��)ע��������Ҫ�������X���w����ˮ��̎��,����ˮ�����̈́t��Ҫ�M(j��n)һ�����Һ��Ƃ����z�W(w��ng)�j(lu��)��(li��n)�ܶȡ���(qi��ng)���m���������Ƶø߹̺�����ճ�ȝ{�ϵ�ע���wϵ,��
�S�������Ϣ���g(sh��)�ĸ��ٰl(f��)չ,����ɢ����١��Π��(f��)�s��AlN�մ�ɢ������������������,����ʹ��(f��)�s�Π�ĸߌ�(d��o)��AlN�մɵij��ͼ��g(sh��)�ɞ��о����c(di��n),�����ڣ��Ї����w�W(w��ng)���������e�k��2021���Č������մɼ��g(sh��)�c�a(ch��n)�I(y��)�߷�Փ����,���Õr,�����������Ƽ���W(xu��)�������Y���������}�顶�ߌ�(d��o)���(f��)�s�����X�մ���Ʒ�ľ������켼�g(sh��)���Ĉ�档�ڈ����,�������Y���ڌ����c(di��n)��B�����Ƽ���W(xu��)�ڸߌ�(d��o)���(f��)�s�����X�㲿�������Ƃ䷽���о��c�a(ch��n)�I(y��)���Ĺ���,�����b�ڮ�(d��ng)ǰ������Ҫ��ԭ����2021��8��13-14�������݆��i�Ƶ��e�k�ġ����Č������մɼ��g(sh��)�c�a(ch��n)�I(y��)�߷�Փ�����������e�k,��Ӌ�������Ć�λ����(li��n)ϵ����(w��)�M,�����w�e�k�������k���_����һ�r�g֪ͨ������
���ҽ�B��

�����Y,�������Ƽ���W(xu��)����,����ʿ����(d��o)�������ҡ��f��Ӌ�����Ƽ���(chu��ng)���I(l��ng)܊�˲�,���Ƽ�������(chu��ng)���˲����M(j��n)Ӌ����������Ƽ���(chu��ng)���I(l��ng)܊�˲�,�������������o(j��)��(y��u)���˲�,�������пƼ����ǣ�����863Ӌ�����}�Ŀ��ϯ����,�������Y���ڵ���Ҫ�о������Ƿ�ĩұ���c�طN�մɲ����c���g(sh��)���о�,���Ⱥ������ˇ�����Ȼ�ƌW(xu��)���𡢇���863Ӌ��,�����������Լ�������,�������е�ʡ�����n�}����I(y��)�����Ŀ40��헡���ACSNano,��Adv.Funct.Mater.,��ActaMater.��J.Am.Ceram.Soc.,��PowderMetall.�ȇ���(n��i)���ИI(y��)��(qu��n)���s־�l(f��)��Փ��200��ƪ,���ڙ�(qu��n)�l(f��)������80��헡��о��ɹ��ڶ�N���g(sh��)�b���Ы@�Ñ�(y��ng)��,�����ڶ����I(y��)���F(xi��n)�a(ch��n)�I(y��)��,��ȡ���@��������ͽ�(j��ng)��(j��)Ч�档�@���Ҽ��g(sh��)�l(f��)�����Ȫ�1�,��ʡ�����Ƽ��ɹ�����һ�Ȫ�7�,��
�����Y������Ҫ�W(xu��)�g(sh��)��������б��������M(j��n)��ĩұ������c���g(sh��)���c(di��n)����Ҹ����Σ��Ї����ٌW(xu��)����ĩұ��֕�������ί�T,���Ї�䓅f(xi��)ע����Ό��I(y��)ί�T��������ί�T,���Ї����όW(xu��)������ί�T������(w��)���£��Ї�䓅f(xi��)��ĩұ��֕�����(w��)����,������ĩұ���g(sh��)��������,��
������Դ��
[1]ʢ�i�w�����R��.�ߌ�(d��o)�ᵪ���X�մɳ��ͼ��g(sh��)���о��M(j��n)չ
[2]�S���|.�����X���zעģ����ˇ�о�
[3]���۷�.�����X��ĩ�Ƃ估ע������о�
���Ї����w�W(w��ng)������/ɽ����
ע���DƬ���̘I(y��)��;,�������֙�(qu��n)��֪�h��

�R�e���S�a�˽�������h��Ϣ
����(w��)�M
(li��n)ϵ�ˣ�����
� Ԓ��13661293507��ͬ�ţ�
Email ��[email protected]