粉碎程度:
其他單位能耗:
-產量:
-裝機功率(kw):
2成品細度:
-入料粒度(mm):
-工作原理:
其他看了雙盤研磨機的用戶又看了
 留言詢價
留言詢價

虛擬號將在 180 秒后失效
使用微信掃碼撥號
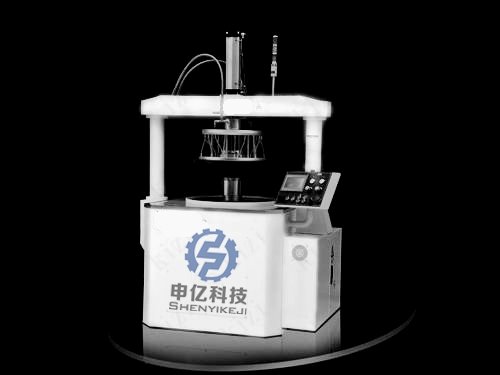
雙盤研磨機安裝調試
1,、檢驗
檢查雙盤研磨機包裝箱是否損壞,,如已損壞請跟廠家聯(lián)系后再處理,如外包裝完好,,請主織相關部門負責人,,共同開箱檢查設備、清點配件是否與合同及隨機清單一致,。精密雙面研磨及調試現(xiàn)場,。
2、安裝環(huán)境
雙盤研磨機為精密設備,,安裝環(huán)境需在規(guī)定的溫度,、濕度、防塵空間,,否則將影響設備的壽命及加工精度,,被設備為臺式機需準備一個1m×2m的工作臺,,380三相電源,、零線,、接地線,。
3,、安裝設備
1)基礎檢查完畢后,,用起重設備把機器搬到工作現(xiàn)場;
2)設備就位后用水平儀調節(jié)四個地腳螺栓,,調平以后鎖緊螺母;
3)調試:接通電源后,,安裝好加液裝置, 修面刀,,擋料機構,,安裝試運行,;
4)電源安裝:大 開電箱門,,確認所有電器連接正確牢固,。
雙盤研磨機使用注意事項
1、大齒圈的緊力不夠也是引起其變形的重要原因之一,,在實際操作中,除加大螺栓緊力外,,用10mm厚鋼板將大齒圈接合面連接起來,,加大緊固面,防止齒圈變形,,保證主,、從動輪角速度一致,,防止傳動比變化引起的慣性力,造成疲勞折斷,;
2、齒頂間隙是齒輪傳動裝置的重要裝配參數(shù)之一,,規(guī)程中規(guī)定大,、小牙輪間隙為7.5-8.5mm,實際生產中,,設備經(jīng)長期運行,,大齒輪齒圈受應力沖擊變形,由原來的圓形漸變?yōu)闄E圓形,,所以其齒頂間隙局部甚至低于6mm,,在實際調整過程中應將齒頂間隙調為8.5-10mm,以減少因齒頂間隙引起的沖擊,,造成輪齒過載折斷,;
3、傳動軸軸承的充分潤滑也是保證其平穩(wěn)運行的主要原因,,采用傳統(tǒng)的定期、手工加油,,此舉雖也能夠保證軸承得到足夠的潤滑,,但易造成潤滑油量的過多或不足,,建議采用機械定時、定量科學地補充潤滑脂,,從而保證軸承的適度潤滑,,降低振動,避免軸承的磨損和保持架的破裂,,延長壽命,。
暫無數(shù)據(jù)!
 雙盤研磨機的工作原理介紹?雙盤研磨機的使用方法,?雙盤研磨機多少錢一臺,?雙盤研磨機使用的注意事項雙盤研磨機的說明書有嗎?雙盤研磨機的操作規(guī)程有嗎,?雙盤研磨機的報價含票含運費嗎,?雙盤研磨機有現(xiàn)貨嗎?雙盤研磨機包安裝嗎,?
雙盤研磨機的工作原理介紹?雙盤研磨機的使用方法,?雙盤研磨機多少錢一臺,?雙盤研磨機使用的注意事項雙盤研磨機的說明書有嗎?雙盤研磨機的操作規(guī)程有嗎,?雙盤研磨機的報價含票含運費嗎,?雙盤研磨機有現(xiàn)貨嗎?雙盤研磨機包安裝嗎,? 手機版:
手機版: