

中國(guó)粉體網(wǎng)訊 預(yù)浸料是指樹(shù)脂基體在嚴(yán)格控制含量條件下浸漬增強(qiáng)材料,,制得的具有均勻纖維面密度的樹(shù)脂基體和增強(qiáng)材料的組合物,是制備復(fù)合材料的一種重要的中間過(guò)渡基材,。
樹(shù)脂和纖維是復(fù)合材料組成基礎(chǔ),,預(yù)浸料質(zhì)量好壞直接影響復(fù)合材料的性能優(yōu)劣。采用預(yù)浸料制備復(fù)合材料能有效改善制品強(qiáng)度,、耐腐蝕,、疲勞壽命、耐沖擊性,,提高可設(shè)計(jì)性及制件輕量化水平,。
根據(jù)樹(shù)脂基體品種的不同,預(yù)浸料分為熱固性和熱塑性兩種,。熱固性預(yù)浸料主要是由環(huán)氧樹(shù)脂,、氰酸酯樹(shù)脂、雙馬樹(shù)脂,、乙烯基樹(shù)脂等熱固性基體材料與增強(qiáng)材料復(fù)合制備的中間材料,,在航空航天、軌道交通,、體育用品等領(lǐng)域已廣泛應(yīng)用數(shù)十年,,但熱固性預(yù)浸料自身也存在損傷容限低、加工周期長(zhǎng),、吸濕性等缺點(diǎn),,且由于熱固性樹(shù)脂有交聯(lián)性,使復(fù)合材料不能重新熔融塑化,,且易與其他材料結(jié)合使用,,存在回收困難的難題。
熱塑性預(yù)浸料主要是由聚醚醚酮,、聚醚酮酮,、聚酰胺、聚丙烯,、聚苯硫醚等熱塑性樹(shù)脂與增強(qiáng)材料復(fù)合制備的中間材料,。熱塑性復(fù)合材料有很多優(yōu)點(diǎn),如耐沖擊韌性好,、貯存期長(zhǎng),、成型效率高,、易回收再利用,在航空,、航天,、武器裝備、交通運(yùn)輸,、汽車制造等領(lǐng)域已取得廣泛應(yīng)用,。根據(jù)熱塑性樹(shù)脂預(yù)浸纖維方式的不同,熱塑性預(yù)浸料的制備工藝分為溶液浸漬法,、熔融浸漬法,、粉末浸漬法、薄膜疊層浸漬法和纖維樹(shù)脂混合浸漬法等,。

熱塑性碳纖維 圖源:無(wú)錫智上新材料科技有限公司
熱塑性預(yù)浸料制備工藝方法
溶液浸漬法
溶液浸漬法是用一種或多種有機(jī)溶劑配成溶液,將熱塑性樹(shù)脂完全溶解于溶液中制成樹(shù)脂溶液,,然后將纖維或織物等增強(qiáng)體浸泡在樹(shù)脂溶液中進(jìn)行浸漬,,最后使用干燥箱等加熱設(shè)備蒸發(fā)去除其中的有機(jī)溶劑,即得到溶液浸漬法預(yù)浸料,。溶液浸漬法具有生產(chǎn)設(shè)備裝置簡(jiǎn)單,、故障率低、能耗低,、制造成本低,、預(yù)浸料的長(zhǎng)度不受限制、樹(shù)脂對(duì)纖維浸潤(rùn)較充分等優(yōu)勢(shì),,同時(shí)也存在溶劑揮發(fā),、生產(chǎn)環(huán)境異味大、回收難等問(wèn)題,。
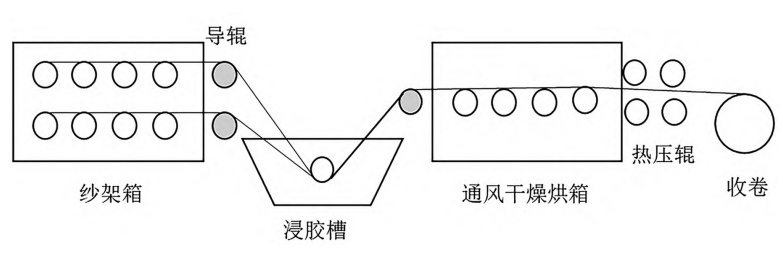
溶液浸漬法制備預(yù)浸料的流程圖
熔融浸漬法
熔融浸漬法為首先用紗架,、展紗輥通過(guò)碾壓、增加張力等方式將纖維束充分展開(kāi)并分布均勻,,纖維經(jīng)過(guò)加熱裝置預(yù)熱后進(jìn)入浸漬區(qū),,在一定的溫度下樹(shù)脂熔融,進(jìn)而浸潤(rùn)纖維,,通過(guò)壓輥施加一定的壓力可控制樹(shù)脂含量,,最后通過(guò)冷卻環(huán)節(jié)收卷制成預(yù)浸料。熔融浸漬法與溶液浸漬法的區(qū)別在于,,前者適用于耐溶劑型熱塑性樹(shù)脂,,要求熱塑性樹(shù)脂熔融溫度低,并且在熔融狀態(tài)時(shí)化學(xué)性質(zhì)穩(wěn)定,,具有較高的表面張力,,對(duì)纖維束的展紗分散能力要求高,。熔融浸漬法制備的預(yù)浸料樹(shù)脂含量控制程度高、成型復(fù)合材料的孔隙率低,,但長(zhǎng)時(shí)間高溫浸漬對(duì)預(yù)浸料的力學(xué)性能有較大的影響,。
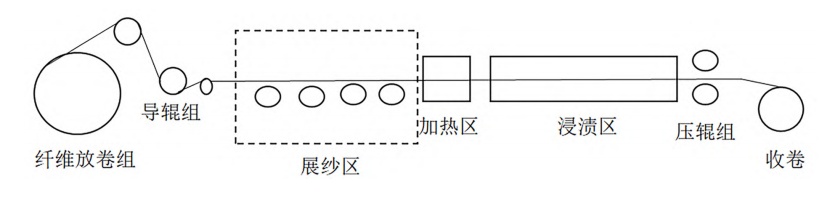
熔融浸漬法制備熱塑性預(yù)浸料的流程圖
粉末浸漬法
粉末浸漬法是將熱塑性樹(shù)脂粉碎成微米級(jí),在纖維表面均勻覆蓋微米級(jí)樹(shù)脂粉末,,經(jīng)過(guò)加熱系統(tǒng)使樹(shù)脂熔融與纖維充分浸潤(rùn)復(fù)合成一體,,從而制得預(yù)浸料。粉末浸漬法分為濕法粉末浸漬法 ( 粉末懸浮法) 和干法粉末浸漬法,。
薄膜疊層浸漬法
薄膜疊層浸漬法 ( 或疊層模壓法) 是先將樹(shù)脂擠出做成薄膜,,再將薄膜與纖維采用層層鋪放堆疊,最后通過(guò)熱壓方式將熱塑性樹(shù)脂熔融充分浸漬纖維職稱預(yù)浸料,。
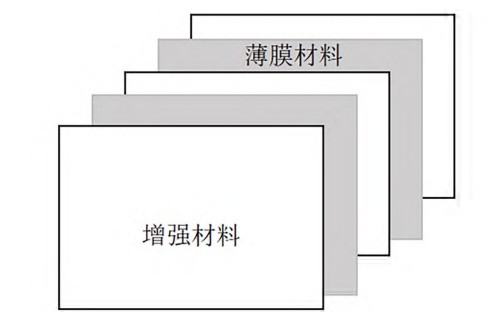
薄膜疊層浸漬法制備預(yù)浸料的流程圖
纖維樹(shù)脂混合浸漬法
纖維樹(shù)脂混合浸漬法 ( 或纖維混合法) 是先將熱塑性樹(shù)脂制造為纖維形狀,,再與增強(qiáng)纖維混合制成纖維束或者混合紗、編織物,、混合料,,因以紗線形式混合,浸漬更加充分,,樹(shù)脂含量得到較好的控制,,成型方式多采用纏繞成型,具有成型效率高的特點(diǎn),,多應(yīng)用在復(fù)雜型面的產(chǎn)品上,。
熱塑性預(yù)浸料應(yīng)用領(lǐng)域
熱塑性預(yù)浸料常溫下具有性質(zhì)穩(wěn)定的特點(diǎn),受貯存壽命的限制極小,,使熱塑性預(yù)浸料在制備復(fù)合材料制件的過(guò)程中有較寬的工藝窗口,,具備進(jìn)一步降低成本及可回收再利用的批量化應(yīng)用優(yōu)勢(shì),故在航空航天等對(duì)輕量化,、低成本均有較高需求的領(lǐng)域得到快速發(fā)展,。熱塑性復(fù)合材料不僅具有優(yōu)良的機(jī)械性能,還具有雷達(dá)傳輸與吸波等突出特性,,已在不同型號(hào)飛機(jī)上應(yīng)用的重要零部件有貨艙地板,、垂尾、水平尾,、起落架艙門(mén),、扭矩盒、翼肋,、發(fā)動(dòng)機(jī)進(jìn)氣罩,、設(shè)備機(jī)架側(cè)板、增壓隔框等,。
熱塑性復(fù)合材料不僅力學(xué)性能優(yōu)異而且可回收再利用,,是可重復(fù)使用航天器的理想材料,,在加筋壁板結(jié)構(gòu)、大型運(yùn)載火箭的殼體結(jié)構(gòu),、航天飛機(jī)結(jié)構(gòu)件,、太陽(yáng)能飛機(jī)機(jī)翼和外殼、飛行器發(fā)動(dòng)機(jī)殼體,、衛(wèi)星天線及其支撐結(jié)構(gòu),、適配器等航天結(jié)構(gòu)件上得到大量應(yīng)用,表現(xiàn)出了優(yōu)異的減重及高耐溫效果,,很多熱塑性復(fù)合材料成果已經(jīng)轉(zhuǎn)化成熱塑性復(fù)合材料生產(chǎn)線,,為我國(guó)航天事業(yè)提供材料支撐。
參考來(lái)源:
岳偉等,,熱塑性預(yù)浸料的制備技術(shù)及研究進(jìn)展
皮展鵬等,,增材制造用碳纖維預(yù)浸料制備技術(shù)研究進(jìn)展
李博瀾,碳纖維增強(qiáng)聚醚酮酮復(fù)合材料的溶液法制備技術(shù)及其拉伸性能研究
(中國(guó)粉體網(wǎng)編輯整理/留白)
注:圖片非商業(yè)用途,,存在侵權(quán)請(qǐng)告知?jiǎng)h除,!
















