�Ї����w�W(w��ng)Ӎ ��ؓ(f��)�O���ϵļӹ��������顢����,��ʯī���Լ��Y�ֵȭh(hu��n)��(ji��)������������ʯī�������P(gu��n)�I�ĭh(hu��n)��(ji��),�����Ҷ��кܸߵļ��g(sh��)�ډ�,��ؓ(f��)�O����ͨ�^ʯī���܉��@����߲��ϵĸ������ָ��(bi��o)�����Կ��ƺ����պ�ʯī����ˇ���g(sh��)�DZ���ؓ(f��)�O�����|(zh��)������Ҫ;��,��
�DƬ��Դ��ؐ����پW(w��ng)
ʲô��ʯī��,�����^ʯī����ָ��ʯī�|(zh��)̿��(j��ng)�ߜ�?z��)�̎�����D(zhu��n)׃�ɾ���ʯī���SҎ(gu��)�t����Y(ji��)��(g��u)��ʯī�|(zh��)̿�������Դ��̿����Ʒ�ИI(y��),�������a(ch��n)ʯī늘O�ı乤��,��ʯī�������Ǟ������̿���ϵğᡢ늂���(d��o)��,�����̿���ϵĿ������Ժͻ��W(xu��)��(w��n)����,��ʹ̿���Ͼ��Н����ԺͿ�ĥ�ԣ����̿���ϼ���,��ʹ�øߜ�?z��)�̎�팦ԭ�����ż��Y(ji��)��(g��u)�D(zhu��n)׃�ṩ����,���@һ�^����Ҫ���Ĵ��������������ʯī�����a(ch��n)���ĵ���Ҫ��Դ,��ͨ����r��,������늼ӟ᷽ʽ�����Ʒ�ӟ���2800�����ϣ�������MҎ(gu��)ģ��,���r�g�L,����(j��)�y(t��ng)Ӌ��ʯī���ɱ�������ʯīؓ(f��)�O����ɱ��мsռ55%,��
ʯī����ˇ���ռӟ᷽ʽ���Է֞�ֱ�ӷ����g�ӷ�,�������\�з�ʽ���Է֞��gЪʽ���B�m(x��)ʽ�����õ�ؓ(f��)�Oʯī���t�а����dʯī���t,����(n��i)����ʯī���t,���W(w��ng)����ʽʯī���t�ȡ�
�����d�t�̓�(n��i)��ʯī���t����,���о��ˆT��ʯī����ˇ���g(sh��)Ҫ�c�M���˷������Y(ji��),����Ҫ�������ׂ����档
1,���b�t�r�]�l(f��)�ִ���
����ʯī���t��(n��i)�ض�����200-1000�����g�r,���t��(n��i)��ؓ(f��)�O���ų������]�l(f��)�֣��粻�ܼ��r�ų�������ɓ]�l(f��)�־ۼ�,�����l(f��)���t�İ�ȫ�¹ʡ��ړ]�l(f��)�ִ����ݳ��r,���]�l(f��)��ȼ�������,�����a(ch��n)�������ĺ�ɫ���⣬��ɭh(hu��n)����Ⱦ��h(hu��n)���¹�,�����,���b�t�r��ע�������c��
(1)ؓ(f��)�O�b�t�r���谴�Փ]�l(f��)�ֺ����ߵ��M�к�������,����������^���иߓ]�l(f��)�ֲ����^�ȼ��кͼ����ݳ�,��
(2)��픲������������O(sh��)���m��(d��ng)?sh��)�ͨ��ף����ړ]�l(f��)����Ч�ݳ���
(3)�O(sh��)Ӌ��������r,�����ֿ��]�]�l(f��)�ּ����ŷ��A�Α�(y��ng)�m��(d��ng)�ž�����,��ʹ�]�l(f��)�־����ų������ȼ����
(4)�����x���o��,�����C�o�����ȽM��,���p���o����0-1mm�ķ�������һ��ռ������10%,��
2,���b�t�r��t�����
�t��(n��i)ؓ(f��)�O������Ϸֲ�������r,������������͵ĵط����^,���l(f��)��ƫ���F(xi��n)��Ӱ����tؓ(f��)�Oʯī����Ч��,�����,���b�t�r��Ҫע�������c��
(1)�b�t�r�������Ġt�ҵ��^���t�ҵ�β�L�����ϣ�����С�w�,�����w������,��
(2)���f����b��ͬһ�t�rҲ��Ҫ�M�к������䣬����������bһ��,���f����bһ�ӵĬF(xi��n)��,��
(3)���������¶��߅�����С�
3,��ؓ(f��)�O��������^�̹��������ƶ�����(j��)
����(j��)ؓ(f��)�O�����|(zh��)��Ҫ��IJ�ͬ�֞�͜��ϣ�2800�棩,���М��ϣ�2950�棩���ߜ��ϣ�3000�棩,����ʯī���ߜ�̎�����^��һ����2250-3000��֮�g,����ʹ?f��n)t��(n��i)����λ�ö��_����Ҫ��Ĝضȣ���Ҫ�ڸߜ��^�̱���һ�Εr�g,���Ա��C�t��(n��i)�ضȵľ���,��ͨ����r����t�Ͳ�ͬ���豣�ֵĕr�g��ͬ,��һ��ߜر��֕r�L6-30h,������^���з�ֹ?f��n)t�跴���豣��3-6h�����w��r�����(j��)���¼��g(sh��)Ҫ�c�������ƶ�,��
(1)����(j��)�tо,��ؓ(f��)�O���ϡ������,�����,���b�t���Ȳ�ͬ�xȡ��ͬ����������,��
(2)����(j��)�t��(n��i)ؓ(f��)�O���ϡ�����ϵē]�l(f��)�ֲ�ͬ�xȡ��ͬ����,����]�l(f��)���^�ߕr,�����xȡ�^����������������t���xȡ�^�����������,��
(3)�t��(n��i)ؓ(f��)�O����,������ϻҷ��^��ؓ(f��)�O���������yʯī���r�����m��(d��ng)���L������늕r�g,��
4,��ؓ(f��)�O��������^�̷�ֹ���t�¹�
����ؓ(f��)�O�����Ƿ۠����ϣ��]�l(f��)�ֺ������Ҳ����ų�,���a(ch��n)��늻����]�l(f��)�ָ�������ć��t�¹�,�����w�����^������ע��������헣�
(1)�����d�t��ؓ(f��)�O�����b�t�r����������M�Гv���Ա�������^�������֮�g����ϑҿհl(f��)��늻���ɇ��t,��
(2)��(n��i)���tؓ(f��)�O��������^����λ�Ƶ�׃���ԿsС����,�����ؓ(f��)�O�����b�t�r����Ӌ��Һ�����г�,������Ҫ���C����^�������г�,��ͬ�rҲҪ���C�����ĉ�����������ʧ������ʹ늻����t�¹�,��
(3)�ɷN�t�;����x����w�����]�l(f��)���^�͵��o��,��
(4)����^�����������P(gu��n)ע�t���Ƿ��оֲ��l(f��)��ĬF(xi��n)��
(5)����^�����������P(gu��n)ע�t�,���t���Пo����ĬF(xi��n)��,��
(6)����^�����������P(gu��n)ע�t�҃�(n��i)�Ƿ��еͳ����Z�Q��
(7)����^�����������P(gu��n)ע����Ƿ��д�IJ��ӬF(xi��n)��,��
����^��������F(xi��n)(4)-(7)�l�F(xi��n)��r,����(y��ng)���rͣ�̎��������l(f��)�����t�¹�,��
5,����s���t
(1)ؓ(f��)�O������ʯī����s�^���в��ܲ�ȡ��ˮ��ʽ������s�����Բ���ץ���������b������ץ���M����Ȼ��s,��
(2)ؓ(f��)�O�������150�����ҳ��t���,���^��ȡ����壬����ض��^��,����(d��o)��ؓ(f��)�O��������,���ȱ���e����,��Ҳ���ܕ���(d��o)����������p��,���^��ȡ�����,��Ҳ��ʹؓ(f��)�O�۲����������ȱ���e����,�����a(ch��n)����׃�L,���������a(ch��n)�ɱ���
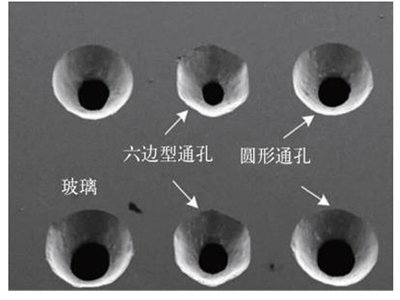
(3)��ʯī��3000��ߜ���,����CԪ����������Ԫ�ؾ��⻯�ų�,�����ԕ��������s�|(zh��)����s�^����������ؓ(f��)�O��ӡ����t�r����ӕ��γ�һ�Ӵֲڵ�Ӳ��,���ҷ�,���ߓ]�l(f��)�ֵ������γɵ�Ӳ���ϸ��࣬�x��ͻ�,���͓]�l(f��)�ֵ��o��Ҳ�ǻ��ڴ�ԭ��,��
(4)Ӳ������ָ��(bi��o)���c�ϸ��ؓ(f��)�O�������ܲ�e�^�����ȡ�����r����ǰ���1-5mm���Ӳ���φΪ����汣��,������⻬�ĺϸ����������ռ�,���b�뵽������(n��i)�M�Ѓ��档
������Դ��
1,�����L(f��ng)�P��.ؓ(f��)�O����ʯī��������ˇ�����g(sh��)Ҫ�c
2,���β���.�늳�ؓ(f��)�Oʯī���t���g(sh��)�F(xi��n)���c�l(f��)չ����
3���������.ʯī����ʽ����x��늳�����ʯīؓ(f��)�O�������ܵ�Ӱ�
���Ї����w�W(w��ng)������/������
ע���DƬ���̘I(y��)��;,�������֙�(qu��n)��֪�h��,��