�Ї����w�W(w��ng)Ӎ �������������Ô�(sh��)�ؙC���M�н��ټӹ���һ�N��ʽ,���M�o���ʿ����_(d��)�����y(t��ng)�����ӹ���5-10��,���܉�(ji��)�s30%���ҵĕr�g,�����Ԍ��F(xi��n)���ڱ����������Ч�ӹ��������^�ߵı��澫�ȱ����˺��m(x��)��ĥ���I(y��),�����������ӹ���,���������ٶ�����?x��)����^�����(d��o)�ٶȣ��@Ҳʹ�ô֮a(ch��n)���ğ���ͣ������м��,�������˹������ܟ��N�����},��

���������ӹ�����Դ��������ȣ������������ӹ��еĵ��߲���Ҫ���x�á���
�����������ӹ��������Ҫ�Ĺ���,���ںܴ�̶���Ӱ����ӹ����g(sh��)�İl(f��)չ,�����߲��ϵ�����ָ��(bi��o)������ӹ����ܡ��ӹ������ͼӹ��|(zh��)���a(ch��n)��ֱ������,����Ŀǰ����,�����������ӹ���ʹ�õĵ��߲�����ͱ��࣬���������,���մ�,��Ӳ�|(zh��)�Ͻ��
20���o(j��)���ڣ��մɵ����״α�ԇ����������,����������һ�������o(j��)�Ěvʷ��,����ֱ��20���o(j��)70������ڣ��������մɵ��߲ŵ��Գ��F(xi��n),�������a���մɵ����ڸ��������I(l��ng)��Ŀհ�,��
���A��W(xu��)�аl(f��)�ĵ�������մɵ������^�猍�F(xi��n)�ɹ��D(zhu��n)���ͮa(ch��n)�I(y��)���ĽY(ji��)��(g��u)�մɮa(ch��n)Ʒ֮һ���@�N����Si3N4�cTiC��(f��)�ϵ��մɵ����ڙCе�ИI(y��)�õ��S����(y��ng)��,������,���аl(f��)��SiC��횏��g����Si3N4�մɵ���ȼ?x��)�݆�C���մ��~Ƭ�ȽY(ji��)��(g��u)����
�������մɵ��߷N�
��(d��ng)ǰʹ�õĵ������մɵ�����Ҫ��������3�N��
��1����һ�������մɵ���
�������g�������մɵ���,��ͨ���Ԧ�-Si3N4���w��ԭ���ڸߜ��°l(f��)����׃�ɞ����һ���L���ȵ��L�����-Si3N4����,���ɵ��S���c�L���������e�ѷe�γ��p��ֲ����@�Y(ji��)��(g��u)�������p��Y(ji��)��(g��u)���Ѽy�Uչ�r���ؾ�ƫ�D(zhu��n),����(li��n)�șC��ʹ���ϫ@���^�õĿ��Cе�_������,�������g�������մɵ��ߵ��@�Y(ji��)��(g��u)���L�����-Si3N4������횾߂�����ijߴ�����@�����Ƶ��߲��ϵĔ����g�ԡ�
��2���������(f��)���մɵ���
�@�N�մɵ����������σ�(y��u)�ڟቺ�������մ�,��ͨ�^���T��Al2O3,��TiN��TiC��MgO�ijɷ����ӵ���������w��,�����Բ����䉺���Y(ji��)����������ɱ�,�����,���SiAlON���մɵ����Ե������Ӳ����,�������X����ĥ��,������1800���ቺ�����І���Y(ji��)��(g��u),���俹������,�����W(xu��)��(w��n)���ԡ�����׃�Ժ���ĥ�Ը��چ�һ�������մɵ���,��������������͟��Y(ji��),�����մɵ��ߵ�δ���l(f��)չ����Sandvik��Kennametal�ȇ���֪�����߹�˾�ѽ�(j��ng)���F(xi��n)��SiAlON�մɵ��ߵ��̘I(y��)�����a(ch��n),��

SiAlON�մɵ��ߣ���Դ��Sandvik��
��3���������մ�Ϳ�ӵ���
�����ͨ�^CVD��PVD���g(sh��)�ڵ������մɵ����w��ճ��һ�N���N������ĥ�Ը��õIJ���ʹ�õ������մɵ��ߵ���ĥ�Ժߜؿ������Եõ����,���Ķ�������������ܡ�ĿǰͿ�Ӳ�����TiN,��TiAlN,��CrAlN�ȡ�
�������մɵ��ߵă�(y��u)��
��1����Ӳ��
�������մɵ�Ƭ���Ҝ�Ӳ��ֵ�ѳ��^����õ�Ӳ�|(zh��)�Ͻ�Ƭ��Ӳ�ȶ��_(d��)��92.5HRA~94HRA,���@������������������������ĥ��,�������Լӹ�Ӳ�ȸ��_(d��)65HRC�ĸ��Ӳ䓺�Ӳ���T�F���䃞(y��u)������ĥ��,�����H���L�˵��ߵ���������,������߀�p���˼ӹ��еēQ���Δ�(sh��)���Ķ����C���������r��С�F�Ⱥ߾���,���������Ô�(sh��)�ؙC���M�и߾����B�m(x��)�ӹ��r,���ɜp�ٌ����`�����ĥ�p����IJ����A(y��)�y���`����������`���a��,��
��2���ߏ���
Ŀǰ�������մɵ�Ƭ�Ŀ����������_(d��)��750MPa~1000MPa,�����^�˸���䓣��c��ͨӲ�|(zh��)�Ͻ��ஔ(d��ng),��
��3�����ߜ������Ժ�
�������մɵ�Ƭ���͟��ԺͿ��ߜ��������e��,����ʹ��1200��~1450��ĸߜؕr���ܱ���һ����Ӳ�Ⱥ͏����M���L�r�g���������,�����S������h(yu��n)�h(yu��n)����Ӳ�|(zh��)�Ͻߵ������ٶȌ��F(xi��n)��������,���������ٶȱ�Ӳ�|(zh��)�Ͻ����3��~10��������ܴ����������a(ch��n)Ч��,��
��4���������ԏ�
�մɲ��ϵĿ���������ָ���ڳ��ܼ����ض�׃���r,���u�r�俹�Ɠp��������Ҫָ��(bi��o)���������մɵ�Ƭ�Ŀ���������ָ��(bi��o)���@��(y��u)�������մɵ�Ƭ,������ڸߏ��Ȕ��m(x��)�����ë���ӹ�����,���@ʾ�����صă�(y��u)Խ���ܡ�
Ŀǰ,���������մɲ������䷀(w��n)���ĸߜ���,����(y��u)������ĥ�Ժ��^�ߵĻ��W(xu��)��(w��n)���Գɞ����Б�(y��ng)��ǰ���ĵ��߲���֮һ,�����Ҳ��ϱ����c���ٵ��H�������������������ڠ�B(t��i)��,��Ҳ�����c���ٰl(f��)������(y��ng),�����������ӹ��h(hu��n)��(ji��)�����������F(xi��n)ĥ�p������,��ճ�Y(ji��)�Ȇ��},��

�������մɵ��ߣ���Դ��������ʽ���磩
�������մɵ����о��F(xi��n)��
�������մɵ��ߵ��Ƃ��^������ͨ�^���Ӻ��m�ğ��Y(ji��)�������ߵڶ��࣬�Ķ���(y��u)�����ߵ����W(xu��)���ܺ���������,���M�㵶�ӹ��r�ĘO�˭h(hu��n)������,���Y�������о��˟�̎����ˇ��Si3N4�CMgO�CLu2O3�CRe2O3��Re=La,Sm,Gd,Er���մɵ��ߵ�Ħ��ĥ�p���ܼ��������ܵ�Ӱ푡��Y(ji��)���������SRe3+�돽�����ӵ������մ�Ħ��ϵ��(sh��)����,����ĥ�p����ճ��������,����(j��ng)�^��̎����ˇ��a(ch��n)���ĽY(ji��)����Lu4Si2N2O7�ɴ������ߵ��ߵ�����������
�ڵ������մɵ��߲���������TiC,��TiN,��TiCN��SiC�ȱ���Ӳ���^�ߵĵڶ���,�������@�������ܵ������մɵ��ߵ�����,��������ߵ������մɵ��ߵ�Ӳ�ȼ���ĥ�ԣ�������g��Ҳ��������ڶ�����F(xi��n)����������õ����C,�����x��TiC���/���������g�a����,���ɹ��Ƃ������W(xu��)�������õĵ�������մɵ��߲��ϣ��俹�����ȸ��_(d��)743.9MPa,�������g�Ը��_(d��)7.9MPa��m1/2,��
�������CVD��PVD��ˇ��u��(y��ng)���ڵ������մɵ��߷���,���������˵������մɵ��ߵ�����,����㑘I(y��)�Ȳ������������e��ˇ�քe�ڵ����赶�߱�����eTiAlNͿ�Ӻ�CrAlNͿ�ӣ���Ϳ���մɵ��ߵ�ĥ�p�C���M����ϵ�y(t��ng)�о�,��̽ӑ��ͬ��������(sh��)�µ��ߵ�ĥ�p��r,���Y(ji��)��������Ϳ������Ч��ߵ��ߵ�ʹ�É���,��TiAlNͿ���������ٶȞ�250m/min,��300m/min��350m/min,��400m/min,��450m/min�r�^�oͿ�ӵ��߷քe�����45.72%��39.07%��82.15%,��114.89%��119.10%����������,����CrAlNͿ�����������ٶȞ�250m/min��300m/min,��350m/min,��400m/min�r�^�oͿ�ӵ��߷քe���78.99%,��80.77%,��102.19%��119.15%������������
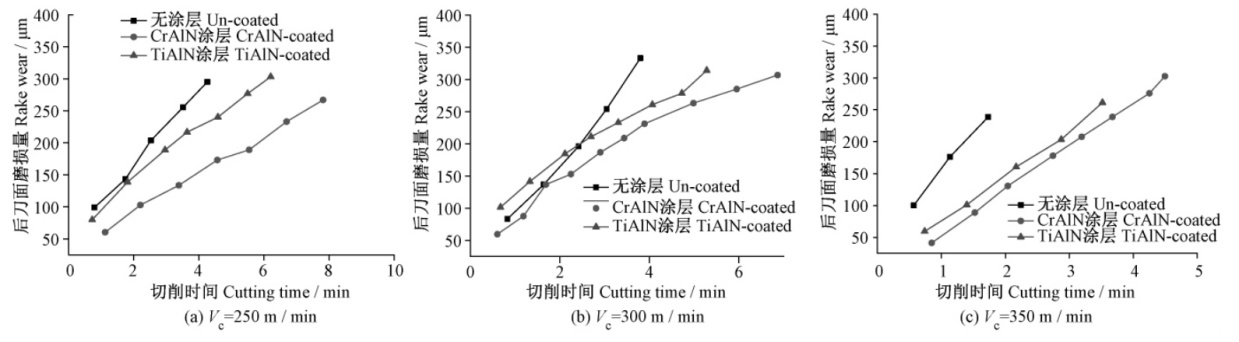
���߲�ͬ�����ٶ��µ�ĥ�p��������Դ����㑘I(y��)��,��������Ϳ���մɵ��������T�Fĥ�p�C���о�����
�����Y�ϣ�
1,��������ȣ������������ӹ��еĵ��߲���Ҫ���x�á�
2,����㑘I(y��)��,��������Ϳ���մɵ��������T�Fĥ�p�C���о���
3�����x,����������Si3N4���մɵ��߲��ϼ������о���
4,����ꖣ��������赶��܇�����T�F������Ԫ��������������C��
5,����|����,����SiAlON�մɵ��߲��ϼ����Ƃ似�g(sh��)�о��Mչ��
6��κ�f��,��������������@�Y(ji��)��(g��u)�{(di��o)�ص�Si3N4�մɵ��ߵ��Ƃ��c�����о���
���Ї����w�W(w��ng)������/�L����
ע���DƬ���̘I(y��)��;,�������֙�(qu��n)��֪�h����