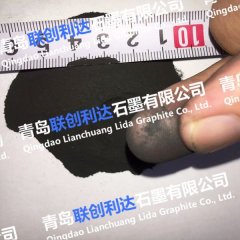
�Ї����w�WӍ ؓ�O������݁����Ƭ�^����,�������������݁���},��ؓ�O�����݁,�����H�����M���r,��Ӱ푹���Ч��,�����ҿ�����ɘOƬ�o��ʹ��,�����������pʧ������,������ؓ�O�݁ԭ��,��Ū������}���ڣ������늳����a����dz���Ҫ���о��ˆT�ڌ��`�Ќ�ؓ�O�����݁ԭ���M�п��Y����,����Ҫ�����˂�����,�������҂����˽�һ�¡�

�DƬ��Դ�����������b��
��һ,��݁���C݁�S����]�������Ƀ�,�����O�䲻�Õr݁�S����Ϳ�б��o�ӣ�ʹ�Õr��Ҫ����,��ؓ�O�OƬ݁���r݁�S���治�坍�O�׳��F�݁,����Щ�늳���I(y��)���������ϵ��ؓ��ˮϵ���O��ͬ�wϵ�������������Ⱦ,�������ϵ�����һ�㶼������x���҆Ϊ�ʹ���O��,������Ҳ������ؓ�OƬ����һ�_݁���C��������r������Ϳ���CҲ����ؓ�OƬ���õ���r,���l�����Q��ؓ�OƬ���ڽ�����Ⱦ,���׳��F�݁����r��
�ڶ�,��ؓ�OƬ�]�п��ɡ�Ϳ���r����ضȲ��������̫��,���OƬ�]���_����ɵĘ˜�,���OƬ��݁���r��ؓ�OƬ��Ȼ����һ����ˮ��,���Y�����ܳ�ְl(f��)�]�ϸ��N���|������,��ؓ�Oʯī���~��,���Y��֮�g������С,���OƬ݁��׃�ε��^���к����׳��F�݁�,�����ȡһ�K�OƬ�Q��Ȼ���ٷ�������,���OƬ���^һ�Εr�g�濾�ٷQ�أ��������������̶ȿ����ж��Ƿ���Ϳ���r�OƬ��Ɇ��},��
����,������ض�̫�ߣ�ؓ�OƬ���̫��,������濾�ض��^��,���܄����l(f��)�^�죬�Y���]�l(f��)�����OƬ����,���γɏIJ�Ƭ���OƬ�����Y����ȳ��A��������ĘOƬ�ͽY��,��݁���r����ؓ�O�������ڲ�Ƭ�cؓ�O���ϵ����������׳��F�݁�F��,����������݁Ó����w�������ژOƬ��,�����݁���r���F�OƬ�������,����Ҫ�z��һ��Ϳ���C�ĘOƬ���䣬�п��̶ܹ��L�����ݽz�]���ϻ��ߛ]�Q�o,��Ϳ���r�濾����L�l�ʲ�ͬ���O��,����Ӱ푘OƬ���܄������l(f��)�����Լ��Y���ķֲ���ͬ�ӕ����OƬ݁���a��Ӱ�,��
����,���{�����Y������ƫ�٣����»������|֮�g�Y������,���c��Ƭ�ӽY��������,��һ��ʯīؓ�O�x��SBR��CMC���߅f(xi��)ͬ�����Y����CMC�����턩,��SBR���Y��,����CMC��SBR�ĺ���ƫ�ٕr��ؓ�Oʯī��̿�ڵ��ڝ{���в��ܷ�ɢ��������F�F��,��SBRҲ�Ͳ��ܾ���ظ��w��ʯī�w���ı���,����ɘOƬ��ʯī�w��֮�g��ʯī�w���c��Ƭ�ĽY�������ܲ�,����݁���r,��ʯī�w��������Ó�x𤵽�������w�ϵ�څ�ݡ�ʹ��ˮ��ؓ�O�{�Ͽ��Կ��]CMC��SBR�ı���,��̫�ٕ�𤲻��,��
���壬���Ϲ�ˇ��SBR����������m,���OƬ݁���r���F�݁,������SBR��һ�N�����z��ˮ���Y�������ɱ���ϩ�Ͷ���ϩ���w��ˮ����|�����黯�����l(f��)���Ƚ��^��Һ�ۺϹ�������,����̺���50%���ҵ�ˮ��Һ,��SBR��һ�N�Hˮ�Ժ��H���Թ�������|��ˮ�Ի��F�c���ı�����F�Y���γ��Y��,������朶��cؓ�Oʯī��Y���γ��Y��,���Ķ��_���Y��Ч����������Ɲ{�r���FSBR�h�{�ϸ���r,��Ϳ�����ʹSBR�ĝ�ȷֲ�����,���������|�c����֮�g���Y��׃�݁���r�������݁,��
����,��ؓ�O���ϷN�Ӱ푡��c��Ȼʯī��ȣ�����ʯī�w��������ֲ�,�������̵�����ò�Y������Ҏ(gu��)��,�������y�ȸ�������ʯīδ��ȫ��ɢ�r,�����׳��F�F���w,��ԓ�F���w���z�|�����^�Y,��Ϳ���ĘOƬ�F���w�^(q��)����܌�,��݁���r���^���γ��c���݁���ϡ�
����,�����Ϲ�ˇ,������ʯī��ɢ�y�ȴ�Ҏ(gu��)��ˇ�Ɲ{�r,���L�r�g���ٔ����״��CMC�����,�����F��ɢЧ�����ѵĆ��}���˕r�μ���߾��ٶȺ����CMC��������Ч������,��
�ڰ�,������ʯīؓ�O���ϕr��CMC�cSBR���������ӄ��Ա��C�{�ϵķ�(w��n)���Ժ�Ϳ������,����ͬ��CMCͬ�ӿ���Ӱ푘OƬ���ͽY��,����݁���r���F�݁�����CMC�в�������cʯī��С�w��,��Super-P�γ��w���F���w�����{�ϲ������^�Y,���Y�W���F��ζ����Լ�Ϳ�����ۺ�݁���݁�Ȇ��},��
�����nj�ؓ�O�݁ԭ��Ľ�B��ϣ���ܽo�x�ߎ��텢���rֵ,�,���֮��ؓ�O�݁�������ɶ�N�������,����Ҫᘌ����H��r�Ķ����ǶȌ���,�����������w���}���w����,�����ܸ��õĽ�Qؓ�O�݁���},��
������Դ��
1���O����.����ʯī�݁�о�
2,��������.�pģ��̿���Ƃ估�䳬�����������
3,���O����.SBR����x��늳��е�Ӱ�
���Ї����w�W������/������
ע���DƬ���̘I(y��)��;�������֙��֪�h����