�Ї����w�W(w��ng)Ӎ �S����һ�����D(zhu��n)�C(j��)е���`�꣬���Q��C(j��)е���I(y��)�ġ�оƬ��,������Ҫ������֧�ΙC(j��)е���D(zhu��n)�w,���������\(y��n)�ӕr(sh��)��Ħ��ϵ��(sh��)�������C����D(zhu��n)����,��
����������Q���մ�����,�����ܶȴ�s���S��䓵�42%������ģ�����_(d��)320GPa,��������(qi��ng)��1600MPa,��������(qi��ng)�ȸ��_(d��)3600MPa��900���������W(xu��)���|(zh��)����׃,���ǝL���S�НL���w���������֮һ,��

������ȫ�մ����S�У��DƬ��Դ���ƿƼ���
�������մ����S����Ŀǰ�������о�����T�������(y��u)��,����(y��ng)����V���ĸ߶��մ��S��,����������մ��S�еĴ����~��
�������մ����S�Ѓ�(y��u)��
�������մ����S�����^�ڂ��y(t��ng)������S��,������w��(y��u)�c(di��n)�У�
�����\(y��n)�D(zhu��n)����,���S����ʹ���^���У��S���D(zhu��n)�ٵ�����,���S���\(y��n)�D(zhu��n)�a(ch��n)�����x�������������,����ʹ�S����Ȧ�c��(n��i)���L���g�Ļ���Ħ��������(d��o)���S�аl(f��)���F(xi��n)��,����K��(d��o)���S�е�ʹ�É����s��,�������մ����S�е��ܶȵͣ��D(zhu��n)���^���Ѓ�(n��i)���մ����ܵ����x��������Ƚ���,���M(j��n)�������x��������ĴF(xi��n)��Ҳ���p��,���Ķ���������S�Љ��������á�
�^�õ�Ħ������,���ڜض��^�ߵĹ����h(hu��n)����,��������ʧЧ,���մ��S�е�Ħ��ϵ��(sh��)С������ʧЧ��Ĝض����߾���,���w�e��Û��С,������ʹ�S�п��������L�S�е�ʹ�É���,��
�ߜ�����,���ڜض��^�ߕr(sh��)���մ����S���������S�ж���,���ߜ���(qi��ng)�Ȳ����д���ȵĽ���,���������õĸߜ����ܡ�
���W(xu��)��(w��n)������,�����^�ڂ��y(t��ng)���S���,���������մɲ��ϣ��ڳ�Ҋ�ď�(qi��ng)�Ꮚ(qi��ng)�A�h(hu��n)���еĻ��W(xu��)��(w��n)�����܃�(y��u)��,�����y������,���}��ȏ�(qi��ng)�ἰ�������c�ȏ�(qi��ng)�A���g������,���c����S�����,���մ��S�в����Ќ�(d��o)����c���ԣ������ڏ�(qi��ng)�ŭh(hu��n)����,��ʹ���մ��S��Ҳ���Ӱ�ȫ��
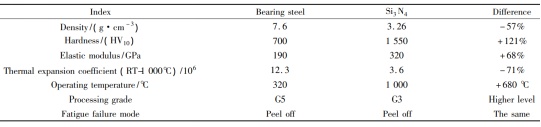
�������մ��c�S��䓵����܌���
���DƬ��Դ��ꐲ���,�����������մ����Ĵ��I(l��ng)����о�����(y��ng)���M(j��n)չ����
�������մ����S����Ȧ�ӹ�
�������մ����S����͵Ą���,�����Ը���(j��)�S����Ȧ�c��(n��i)���ĝL�����õIJ����Ƿ���ͬ�֞�ȫ�մ��S���c������մ��S�С�ȫ�մ��S�е����в�����ʹ�õ������մɲ�������,��������մ��S��,��һ����r�£��S����Ȧʹ���S���,��ʹ�õ������մ��������(n��i)���L��,��
����͵������մ����S��
���DƬ��Դ���Ϻ�������Ƽ�����˾��
�S���ڹ����^�������ڽ�׃��(y��ng)���a(ch��n)���Ľ��|ƣ��ʧЧ�Լ��������治��ĥ�p�a(ch��n)����ĥ�pʧЧ���S��ʧЧ����Ҫ��ʽ�����@ЩʧЧ���l(f��)�����S����Ȧ�ϵ�����������,��
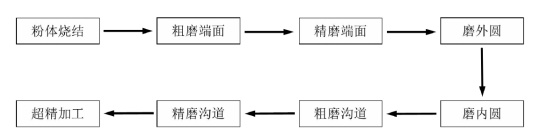
�����մ��S����Ȧ�ϵ����f,����һ��Ĺ�ˇ�l���£�����Ȧë���������M(j��n)�д�ĥ�;�ĥ�ӹ�,��Ȼ����Ȧ�ă�(n��i)��A�M(j��n)�мӹ�,�����ӹ��ϵ����ϵ��M(j��n)�д�ĥ�;�ĥ�ӹ�֮��,���ڜϵ������кܶ���ĥ���ӹ��r(sh��)�a(ch��n)�����Ԕ���ȥ�������µĜ���,��ͻ��,�����ۺͱ���Ѽy��ȱ�ݣ����߀��Ҫ�M(j��n)�г����ӹ�,�����_(d��)�����Ɯϵ������|(zh��)����Ŀ��,��
�մ��S����Ȧ�ӹ���������
���DƬ��Դ�����������������ʯ�p�����Եĵ������մ��S�г�����ˇ��(y��u)������
�����ӹ���һ�Nʹ�ý���ʯ��ʯ��CBN��ʯ���ϵ������M(j��n)��ĥ���ļӹ���ʽ,��Ŀǰ��Ҫ������ʽ�����ӹ�,��
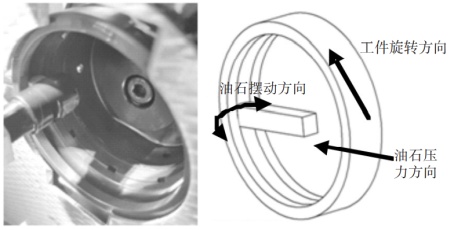
�մ��S����Ȧ�ϵ������ӹ�ԭ��ʾ��D
���DƬ��Դ������ȣ���������ȫ�մ����S�Мϵ������ӹ������cԇ�(y��n)�о�����
�������մ�����Ƃ�
�������մ����ǵ������մ����S�е��P(gu��n)�I����,���������մ���������^�̿��Է֞��Ă�(g��)�A�Σ�
�������մ�����Ƃ�����
���DƬ��Դ��ɳ��,����HF��Si3N4�մ�����ĥȥ���C(j��)��Ӱ��о�����
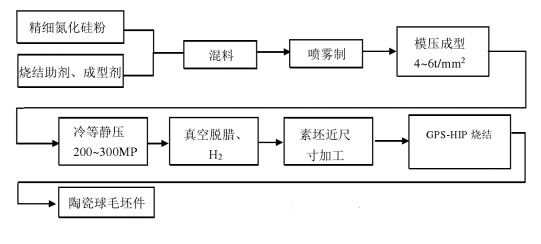
��һ�A�Ξ���ϡ����������ĩ�Ƃ�֮��,����Ҫ�M(j��n)�л�������߳���Ч��,���������������ˮ�����ԣ�ˮ���һ���̶���Ӱ��Ƃ�����ĵ��������,������һ����x�ßoˮ�Ҵ������ɢ���|(zh��),������߀��Ҫ������̈́�����ɢ��,�����Y(ji��)������,��Ŀǰ���õğ��Y(ji��)������Al2O3��MgO,��ZrO2,��SiO2��RE2O3��RE=La,��Nd,��Gd��Y,��Yb,��Sc���ȡ�

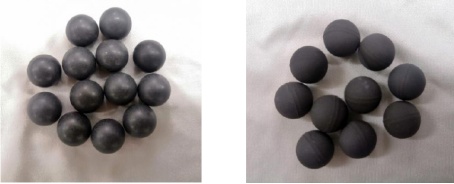
��ͬ���Y(ji��)�����µĵ������մ���
���DƬ��Դ��κ�f�ε�,�����������մ����c�S��䓵���Ħ��ĥ�p�����c�p���О��о�����
�ڶ��A�Ξ鵪�����մ���ij���,���մɳ��õij��ͷ�����ע�{���͡�����o������,���ɉ����ͼ�ע�ܳ��͵�,�����ڳ���ģ�ߵ�ԭ��(d��o)�����õ�ë������Ҏ(gu��)���ĈA��,������ڳ���֮���δ���Y(ji��)֮ǰ��Ҫ�M(j��n)������,�����õ����η�ʽ�У����ޡ�ɰ݆����,��ɰ�����ε�,��
�����cδ�����մ�ë����?q��)��ȈD
���DƬ��Դ��ɳ��,����HF��Si3N4�մ�����ĥȥ���C(j��)��Ӱ��о�����
�����A�Ξ鵪�����մ�����Y(ji��)�����ڵ�������1700���Ժ��_ʼ�l(f��)���ֽ�,������(n��i)һ����Ú≺���Y(ji��)��GPS��,�������κ�ĵ������մ�ë�����w���ڸߜأ�1700-2000�棩��ͬ�r(sh��)ͨ��߉���?d��)�?-10MPa�������Ƶ�����ķֽ�,����������ܵ������մ���һ����ß���o����HIP����ˇ�Ƃ�,������o�����Y(ji��)��ʽ�ܜpС�մɃ�(n��i)��������϶��ʹ�ß��Ƴ��͵��մɃ�(n��i)�������Ը�,���ǬF(xi��n)�A�α��^����ğ��Y(ji��)��ʽ,���������O(sh��)�似�g(sh��)�܇����������O(sh��)��ɱ��߰�����(d��o)����ӹ��ɱ��^��,��

GPS�cHIP���Y(ji��)�õ��������մ����܌���
���DƬ��Դ��ꐲ���,�����������մ����Ĵ��I(l��ng)����о�����(y��ng)���M(j��n)չ����
�����A�Ξ��̎����ĥ�ӹ������Y(ji��)�^����մ�������,������ֲڶȵȼ��g(sh��)ָ��(bi��o),�������_(d��)���S�НL���w�Ę�(bi��o)��(zh��n)��������?y��n)��մ���(y��n)����w,��������ͨ��ĥ���ӹ���ʽ�����m�����մ���,����ĥ�ӹ��֞��ĥ����ĥ,������,�����к͒��⡣
�Y(ji��)�Z��չ��
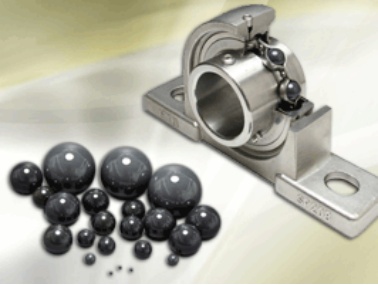
���������S���LJ���(n��i)���о�����T,��������郞(y��u)���ĸ߶��մ��S��֮һ,�������|(zh��)���p���O���D(zhu��n)�ٸ�,��Ħ������С���\(y��n)�D(zhu��n)���Ⱥ�,��ʹ�É����L��һϵ�Ѓ�(y��u)�c(di��n),��
Ŀǰ�������մ������(n��i)�о����^�࣬�mȻ�M(j��n)����ϲ,�����LJ��a(ch��n)�������մ����������c�������c�M(j��n)�ڵ������մ������߀����һ���IJ��,���@��(y��n)���Ƽs���҇����������S�еİl(f��)չ��
2015��,���вĸ��µ������մ�����˾ͻ���˟���o���������մ������������켼�g(sh��),���ɞ��^����CoorsTek���ձ��|֥֮�������,��Ҳ�LJ���(n��i)���γ����������a(ch��n)����o���������մɲ��ϵ���I(y��),���a(ch��n)Ʒ�ѳ��ں���,�������S����������I(y��)���wˮƽ�IJ�����ߣ�������,�������ܵ��������S�еĴ��������a(ch��n)����,���ڲ��õČ���һ������(sh��)�F(xi��n)��
�����Y�ϣ�
1,���dzЂ���,���������ܸ����ܵ������S���о��F(xi��n)���c��(y��ng)�á�
2��κ�f�ε�,�����������մ����c�S��䓵���Ħ��ĥ�p�����c�p���О��о���
3,�����Ҳ������������մ����c����ʧЧ�О��о���
4,��ꐲ���,�����������մ����Ĵ��I(l��ng)����о�����(y��ng)���M(j��n)չ��
5����ˮ��,�������հl(f��)�әC(j��)�õ������մ��S�м��g(sh��)�о��F(xi��n)�
6,��ɳ�£���HF��Si3N4�մ�����ĥȥ���C(j��)��Ӱ��о���
7,�������,����������ȫ�մ����S�Мϵ������ӹ������cԇ�(y��n)�о���
8�������,����������ʯ�p�����Եĵ������մ��S�г�����ˇ��(y��u)����
���Ї����w�W(w��ng)������/�L����
ע���DƬ���̘I(y��)��;,�������֙�(qu��n)��֪�h��