

中國粉體網訊 粉末冶金是以金屬粉末或金屬粉末與非金屬粉末混合物為原料,,通過各類工藝固結粉末而獲得金屬材料,、工具鋼,、復合材料及各類產品的一種技術,。粉末冶金產品已廣泛應用于航空航天,、模具制造,、生物醫(yī)療、國防軍工等領域,。
圖片來源:Höganäs
1 金屬粉末致密化過程
粉末冶金由粉末制取,、壓制成形、高溫燒結以及后處理等重要過程組成,。其中壓制成形和高溫燒結是粉末冶金的致密化過程,。
1.1壓制成形
粉末壓制成形是實現顆粒從松散填裝到緊密填裝的過程,力的傳遞和分布發(fā)生改變,,造成了壓坯各個部分密度和強度分布的不均勻,,從而在壓制過程中產生一系列復雜的現象。
實際生產中,,通常根據壓坯形狀特征,,選擇合適的壓制工藝改善壓坯的密度及其均勻性。近年來,,各國學者研究了多種新型壓制技術,,如快速全向壓制、溫壓技術,、高速壓制等,。
(1)溫壓技術
溫壓技術采用特殊的溫壓混合粉,在不超過690MPa的壓制壓力和1393K的燒結溫度下,,通過一次壓制與燒結,,密度可達7.2~7.5g/cm3。
溫壓成形是一種制備高密度,、高強度粉末冶金零件的簡單工藝,,并且成本相對較低,,只需對常規(guī)設備做少量的調整,就能獲得密度接近7.5g/cm3的冶金零件,。溫壓成形工藝憑借其制備制品的高密度,、高性能、低成本,,被認為是20世紀90年代以來,,粉末冶金零件制備技術方面重要的技術突破。
(2)粉末高速壓制技術
粉末高速壓制技術是通過液壓或重力等方式驅動重錘,,以2~30m/s的速度沖擊粉體,,從而促使粉體在20ms內完成致密化過程的一種粉體壓制成形技術,其相應高速壓制設備原理見下圖,。
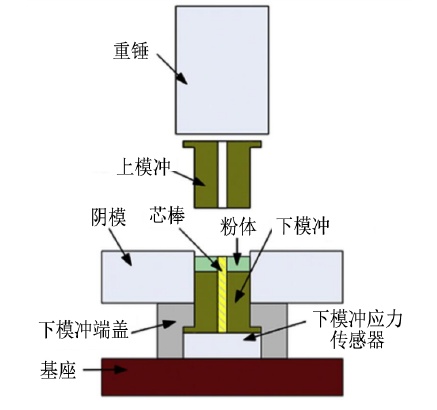
粉末高速壓制設備原理圖
粉末高速壓制技術具有壓坯致密度高,、相應壓坯密度分布較為均勻、成形效率高,、生產成本低,、壓坯幾何精度高、模具使用壽命較長,、壓坯綜合性能優(yōu)異等特點,。
1.2 高溫燒結
燒結作為粉末冶金生產過程中最重要的工序,一直以來是人們研究的重點。高溫燒結是將粉末坯塊加熱到低于主要成分熔點的某一溫度,,使其粘結成具有更高強度材料的熱處理過程,,是使粉末壓坯提高致密度的有效手段。以下介紹兩種目前常用的金屬粉末燒結工藝,。
(1)熱等靜壓工藝
熱等靜壓(HIP)工藝是高性能粉末冶金制品致密化的重要手段,。HIP的一般工藝流程為:在包套內裝填被壓制粉末,置于熱等靜壓機的爐膛中,,同時施加高溫和高壓,,經過粉末顆粒的多重耦合致密化作用,得到完全致密部件,。

圖片來源:金正粉末冶金公司
HIP用于金屬及金屬基復合材料的成型或后處理時,,能夠有效地去除鑄件內部的缺陷,減少制件內部的裂紋,,提高產品性能,。主要涉及到的金屬材料有鎳基高溫合金、鈷基高溫合金,、鈦合金,、鋁合金、鋼,、銅合金等,。
(2)放電等離子燒結
放電等離子燒結技術(SPS)是利用石墨模具的上,、下模沖和通電電極將直流脈沖電流和壓制壓力同時施加于粉末體,通過等離子活化和熱塑變形,,實現粉末體快速固結成形的燒結技術,,又稱等離子活化燒結、等離子輔助燒結,。
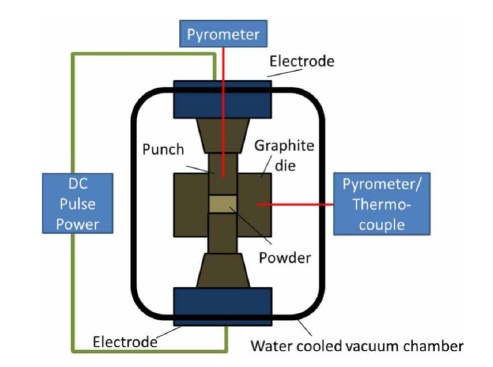
放電等離子燒結工作原理圖
如上圖所示,,SPS致密化可以看作在脈沖電流作用下,粉末顆粒間放電,、通電產生焦耳熱和加壓的疊加作用結果。除加熱和加壓這兩個燒結因素外,,粉末顆粒之間的表面放電可促使局部產生高溫,,使表面局部熔化;高溫等離子體濺射和放電沖擊可有效去除粉末顆粒表面雜質(如表面氧化物等)和氣體吸附,,這些因素均能促進燒結過程,。
放電等離子燒結升溫效率高,致密化速率快,,可極大提高粉末的燒結效率,。
2 影響金屬粉末致密化成形的因素
粉末在高溫高壓下的致密化過程非常復雜,根據有限元模擬研究實驗可知,,影響金屬粉末致密化成形的因素主要有壓制方式,、摩擦阻力、壓坯高徑比,。
(1)壓制方式:壓制方式主要有單向壓制和雙向壓制,。為了減少金屬粉末壓制過程中的壓力降,獲得密度更均勻的壓坯,,可采用雙向加壓方式壓制粉末,。
(2)摩擦阻力:摩擦阻力是影響壓坯密度及其分布均勻性的關鍵因素,研究不同摩擦條件對粉末壓縮致密化過程的影響規(guī)律,,有利于改進粉末冶金制品壓制工藝,。摩擦條件改善時,壓坯應力梯度減小,,密度更均勻,,壓制力也降低。
(3)壓坯高徑比:壓坯高徑比是粉末冶金制品模壓成形工藝必須參考的形狀因子,。相同的壓制工藝和摩擦條件下,,高徑比小的壓坯可獲得更均勻的密度分布。
因此,,在粉末冶金制品的實際生產中應避免過于細長的零件,,可采用雙向壓制工藝,,并改善潤滑條件,提高制品的密度均勻性,。
3 結語
粉末冶金技術已廣泛應用于制備各種成分的高性能金屬及合金,。粉末冶金材料的密度及其分布是影響粉末冶金制品力學性能和尺寸精度的關鍵因素,不均勻致密化會導致粉末體各部位致密化程度和收縮變形的不均勻,,從而造成粉末構件各部位力學性能的散差,。因此,開發(fā)高密度高性能粉末冶金制品已成為粉末冶金技術的發(fā)展方向和研究重點,。
參考來源:
【1】郭巖巖,,等.粉末致密化過程數值模擬研究現狀.材料導報.2021.
【2】郭彪,等.金屬粉末壓制成形機理及影響因素模擬分析.材料導報.2012.
【3】張煒.金屬粉末高速壓制中多尺度力學.合肥工業(yè)大學博士論文.2019.
【4】姜卓鈺,,等.等靜壓技術在材料加工領域的應用現狀.宇航材料工藝.2017.
【5】徐磊,,等.鈦合金粉末熱等靜壓近凈成形研究進展.金屬學報.2018.
【6】王鴻健.粉末冶金制備爪極軟磁材料的致密化技術研究.2018.
(中國粉體網編輯整理/星耀)
注:圖片非商業(yè)用途,存在侵權請告知刪除,!














