

中國(guó)粉體網(wǎng)訊 大眾持續(xù)堅(jiān)定推動(dòng) 3D 打印技術(shù)量產(chǎn)應(yīng)用化,目前已經(jīng)取得突破性進(jìn)展,,近期將首次在德國(guó) Wolfsburg 工廠投入制造車輛零件,。大眾所使用的 3D 打印技術(shù)是以雷射從金屬粉末中一層層將零件堆棧出來(lái),為了取得足夠強(qiáng)度,,金屬零件還會(huì)經(jīng)過(guò)加熱與塑形,。

圖片來(lái)源:Pixabay
3D打印技術(shù),又稱增材制造(AM)技術(shù),,在工業(yè)領(lǐng)域體現(xiàn)出較強(qiáng)的靈活性,、較高的設(shè)計(jì)制造自由性,能夠滿足航空航天,、國(guó)防和醫(yī)療等領(lǐng)域的安全可靠和個(gè)性化需求,,在這些領(lǐng)域得到了廣泛的研究和應(yīng)用。
1 金屬3D打印主要技術(shù)
3D打印技術(shù)通過(guò)激光,、電子束或電弧等提供高能熱源,,按照分層軟件設(shè)定的路徑將原材料以逐層熔凝堆積的方式成形一體化復(fù)雜結(jié)構(gòu)件,是一種“從無(wú)到有”的材料添加成形過(guò)程,。
目前,,常用的金屬3D打印技術(shù)包括:激光選區(qū)熔化(SLM)、直接金屬激光燒結(jié)(DMLS),、電子束選區(qū)熔化(EBM),、電弧送絲增材制造(WAAM)、激光熔融沉積(LDMD)等,。不同的3D打印工藝原理相似,,主要為基于粉床鋪粉和同軸送粉/絲兩種模式實(shí)現(xiàn)構(gòu)件的快速成形。
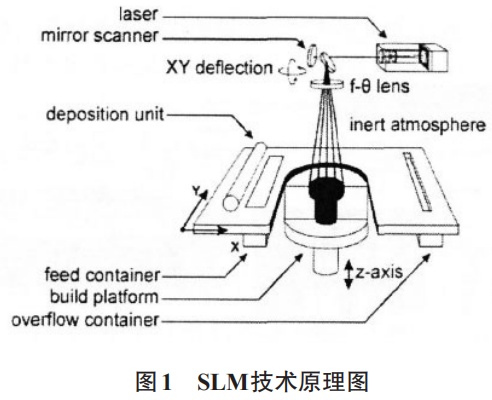
1.1 激光選區(qū)熔化技術(shù)(SLM)
在金屬增材制造中,,SLM是應(yīng)用最普遍的技術(shù)之一,,由Fraunhofer研究所于1995年在德國(guó)提出,利用激光選區(qū)熔化打印金屬材料,,圖1為其技術(shù)原理圖,。SLM技術(shù)的激光器能量密度很高,能夠直接用激光熔化粉體,,不需要粘結(jié)劑,,具有很高的成形性能。經(jīng)過(guò)SLM技術(shù)制備的零件具備相當(dāng)高的致密度,,力學(xué)性能優(yōu)異,,非常適合實(shí)際工程應(yīng)用。
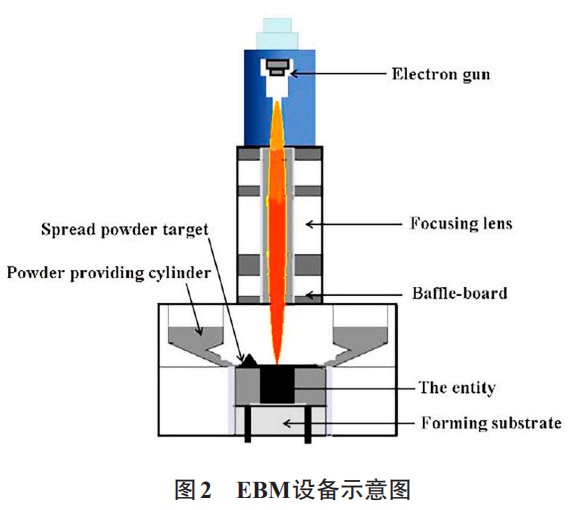
1.2 電子束選區(qū)熔化技術(shù)(EBM)
EBM技術(shù),,其技術(shù)原理為: 采用電子束焊接工藝在真空環(huán)境中,,熔化金屬粉末材料,然后按照設(shè)定的路徑逐層堆積而成形出金屬制件,。通過(guò)EBM技術(shù)可以成形結(jié)構(gòu)復(fù)雜,、成分純度高的金屬零件,但是其成形尺寸受到了粉體環(huán)境與車床的限制。設(shè)備示意圖見(jiàn)圖2,。
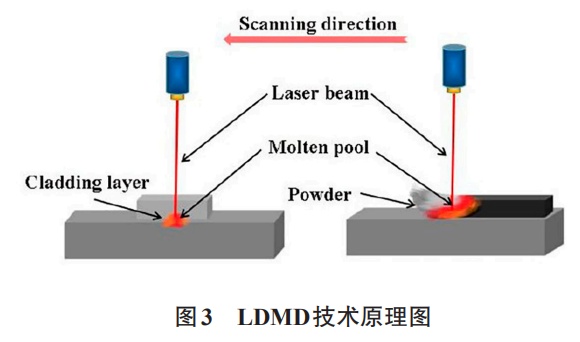
1.3 激光熔融沉積(LDMD)
LDMD技術(shù)也稱為激光堆焊技術(shù),,早在二十世紀(jì)六十年代就被提出,通過(guò)使用高能激光在兩個(gè)金屬材料表層之間形成熔覆層,,然后經(jīng)快速固化得到性能良好的涂覆層,。但是受到工藝與殘余應(yīng)力等影響,熔覆層常常存在缺陷,,在成形精度,、成本等方面仍有不足。技術(shù)原理圖見(jiàn)圖3,。
2 現(xiàn)有國(guó)內(nèi)外金屬 3D 打印材料
3D 打印用金屬材料的化學(xué)成分包括主要金屬元素和雜質(zhì)成分,,主要金屬元素常用的有 Fe,Ti,,Ni,,Al,Cu,,Co,,Cr 及貴金屬 Ag,Au 等,。不同的金屬 3D 打印技術(shù)所對(duì)應(yīng)的打印材料有所不同,。
2.1 金屬 3D 打印絲材
金屬 3D 打印的絲材主要集中在不銹鋼、鈦,、鋁等材料,,如銅、金,、鎳等其他的金屬 3D 打印材料只處在研發(fā)試用階段,,其主要缺點(diǎn)為性能單一、價(jià)格昂貴,。
金屬打印絲材可以采用電弧增材制造技術(shù)(WAAM) ,,是以電弧為載能束,熱輸入較高,,適用于大尺寸復(fù)雜構(gòu)件,,通過(guò)分層掃描和堆焊的方法來(lái)制造鈦合金、鋁合金等金屬元件,。TIG 電弧增材制造技術(shù)是在鎢極氬弧焊接方法的基礎(chǔ)上改良而形成的一種技術(shù),,主要的研究對(duì)象有鋁合金、鈦合金,、不銹鋼; MIG 電弧增材制造技術(shù)主要采用直接熔絲的方法進(jìn)行堆焊,,此項(xiàng)技術(shù)大多數(shù)主要研究其成形工藝和力學(xué)性能,,主要研究對(duì)象有鋁合金、鈦合金,。
2.2 金屬 3D 打印粉材
相對(duì)于金屬絲材的增材制造技術(shù)的單一性,,其在粉材的打印中得到了更多的發(fā)展應(yīng)用,例如選擇性激光燒結(jié)(SLS) ,,利用激光高溫使粉末間發(fā)生燒結(jié)反應(yīng)而連接,,常用到的金屬材料主要有覆膜金屬及金屬與非金屬的復(fù)合粉末; 激光選區(qū)熔化技術(shù)(SLM),可用于不銹鋼,、鋁合金、鈦合金,、鎳鉻合金等粉末打印材料,,如圖4所示。激光熔敷沉積(LCD) 技術(shù),,該技術(shù)可用于鈦合金,、不銹鋼粉、銅合金等作為粉末成形材料進(jìn)行打印成形,,同時(shí)還可使用 WC/Co,,TiC,VC 等硬金屬及 Al2O3,,TiO2等陶瓷材料進(jìn)行成形,,由于相對(duì)于傳統(tǒng)焊接工藝產(chǎn)生的殘余熱應(yīng)力小,常用于汽輪機(jī),、葉片,、渦輪盤(pán)的損害修復(fù); EBM 技術(shù)可用于工具鋼、鈦合金,、鎳合金,,甚至耐火的鋁合金等導(dǎo)電金屬材料。直接金屬激光燒結(jié)(DMLS) ,,可對(duì)大型轉(zhuǎn)動(dòng)設(shè)備重要零部件,,如齒輪、軸,、葉片,、閥門(mén)及模具等進(jìn)行磨損、腐蝕和沖蝕后的修復(fù),。

圖4 SLM 直接打印的零件 圖片來(lái)源:焊接期刊
3 金屬 3D 打印的優(yōu)勢(shì)
與傳統(tǒng)技術(shù)相比,,金屬 3D 打印技術(shù)擁有如下優(yōu)勢(shì): 通過(guò)逐層堆積材料進(jìn)行加工,而不是去除多余材料進(jìn)行加工,,減少材料浪費(fèi); 可以制造出傳統(tǒng)生產(chǎn)技術(shù)無(wú)法制造出的復(fù)雜外形結(jié)構(gòu),,其制作程序簡(jiǎn)單有效; 能夠快速有效個(gè)性化生產(chǎn),,適用范圍更廣。
4 未來(lái)挑戰(zhàn)與趨勢(shì)
由于中國(guó)市場(chǎng)對(duì)金屬材料 3D 打印的接受度仍處于初期階段,,3D 打印技術(shù)在中國(guó)生產(chǎn)制造行業(yè)的滲透率的確還遠(yuǎn)不如美國(guó),、德國(guó)等國(guó)家。傳統(tǒng)高能束金屬增材制造痛點(diǎn)如下圖:
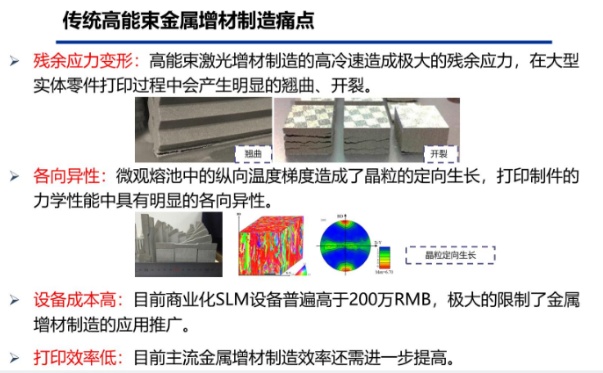
圖片來(lái)源:曲選輝教授
金屬3D打印無(wú)疑已成為一種十分先進(jìn)的高性能材料和零部件綠色制造技術(shù),,具有廣闊的應(yīng)用市場(chǎng),。金屬3D打印在當(dāng)前是傳統(tǒng)制造業(yè)的有力補(bǔ)充,在將來(lái)可能是制造業(yè)的主要成形技術(shù)之一,。開(kāi)發(fā)粉體材料設(shè)計(jì)技術(shù)(材料基因工程),、智能化生產(chǎn)技術(shù),進(jìn)一步提升新技術(shù)的生產(chǎn)效率和產(chǎn)品質(zhì)量,,降低生產(chǎn)成本,,是金屬3D打印未來(lái)的發(fā)展重點(diǎn)。
參考來(lái)源:
【1】常坤,,等.金屬材料增材制造及其在民用航空領(lǐng)域的應(yīng)用研究現(xiàn)狀.材料導(dǎo)報(bào).2021年.
【2】張忠倫,,等. 增材制造用金屬材料的研究現(xiàn)狀.中國(guó)建材科技.2021年,30(1).
【3】段宣政,,等. 國(guó)內(nèi)外金屬3D打印材料現(xiàn)狀與發(fā)展.焊接.2020年.
【4】曲選輝.金屬近球形粉末低成本制造與高效打印成形新技術(shù).
(中國(guó)粉體網(wǎng)編輯整理/星耀)
注:圖片非商業(yè)用途,,存在侵權(quán)請(qǐng)告知?jiǎng)h除!














