中國(guó)粉體網(wǎng)訊
流延成型
氮化鋁粉體的成型工藝有多種,,傳統(tǒng)的成型工藝諸如模壓,,熱壓,等靜壓等均適用,。由于氮化鋁粉體的親水性強(qiáng),,為了減少氮化鋁的氧化,,成型過(guò)程中應(yīng)盡量避免與水接觸。另外,,據(jù)中國(guó)粉體網(wǎng)編輯了解,,熱壓、等靜壓雖然適用于制備高性能的塊體氮化鋁瓷材料,,但成本高,、生產(chǎn)效率低,無(wú)法滿足電子工業(yè)對(duì)氮化鋁陶瓷基片用量日益增加的需求,。為了解決這一問(wèn)題,,近年來(lái)人們研究采用流延法成型氮化鋁陶瓷基片。
流延法目前已成為電子工業(yè)用氮化鋁陶瓷的主要成型工藝,。流延成型制備多層氮化鋁陶瓷的主要工藝是:將氮化鋁粉料,、燒結(jié)助劑、粘結(jié)劑,、溶劑混合均勻制成漿料,,通過(guò)流延制成坯片,采用組合模沖成標(biāo)準(zhǔn)片,,然后用程控沖床沖成通孔,,用絲網(wǎng)印刷印制金屬圖形,將每一個(gè)具有功能圖形的生坯片疊加,,層壓成多層陶瓷生坯片,,在氮?dú)庵屑s700℃排除粘結(jié)劑,然后在1800℃氮?dú)庵羞M(jìn)行共燒,,電鍍后即形成多層氮化鋁陶瓷,。
流延法制備氮化鋁陶瓷基板的性質(zhì)與氮化鋁粉料的質(zhì)量、流延參數(shù),、排膠制度和燒結(jié)制度等工藝關(guān)系密切,。據(jù)中國(guó)粉體網(wǎng)編輯的學(xué)習(xí)了解,粗的氮化鋁粉料易于成型,,但不宜形成高質(zhì)量的基片,,細(xì)氮化鋁粉料只有在嚴(yán)格控制流延參數(shù)的情況下方能成型,但成型的流延帶質(zhì)量較好,。排膠溫度和速度也需嚴(yán)格控制,,溫度高和速度快將引起流延帶的嚴(yán)重開(kāi)裂。燒成制度非常關(guān)鍵,,它將決定基片的最終性能,。
在生產(chǎn)過(guò)程中,通常對(duì)流延后的產(chǎn)品質(zhì)量要求十分嚴(yán)格,,因此必須要注意以下幾個(gè)關(guān)鍵點(diǎn):刮刀的表面粗糙度,、漿料槽液面高度,、漿料的均勻性、流延厚度,、制定并執(zhí)行最佳的干燥工藝等,。
流延成型的體系據(jù)中國(guó)粉體網(wǎng)編輯了解有兩種,即有機(jī)流延體系和水基流延體系,。有機(jī)流延體系所用到的添加劑的成分均有毒,,對(duì)綠色生產(chǎn)提出了很大的挑戰(zhàn)。近年來(lái),,研究者一直致力于尋找添加劑毒性小的流延成型方法,。郭堅(jiān)等以無(wú)水乙醇和異丙醇為混合溶劑,利用流延成型制備AlN生坯,,燒結(jié)后得到AlN陶瓷的熱導(dǎo)率為178 W/(m·K),。水基流延體系因?yàn)槠渚G色環(huán)保等特點(diǎn),成為流延成型發(fā)展趨勢(shì),。但其在成型后需要對(duì)陶瓷生坯進(jìn)行干燥,,目前干燥技術(shù)還有待進(jìn)一步完善。
相對(duì)而言,,流延成型的生產(chǎn)效率高,,產(chǎn)品質(zhì)量高,但此種方法存在的局限性是只能成型簡(jiǎn)單外形的陶瓷生坯,,無(wú)法滿足復(fù)雜外形的陶瓷生坯成型要求,。近年來(lái),隨著微電子技術(shù)的飛速發(fā)展,,大規(guī)模集成電路和大功率微波器件對(duì)高尺寸精度的異形封裝和散熱器件的需求正在每年成倍增加,,因而需要越來(lái)越多的微型、復(fù)雜形狀高導(dǎo)熱AlN陶瓷零部件,,但是傳統(tǒng)的加工方法很難制備出形狀和尺寸精度滿足需要的零部件,。于是,另一種成型方法——粉末注射成型獲得越來(lái)越多的關(guān)注,。
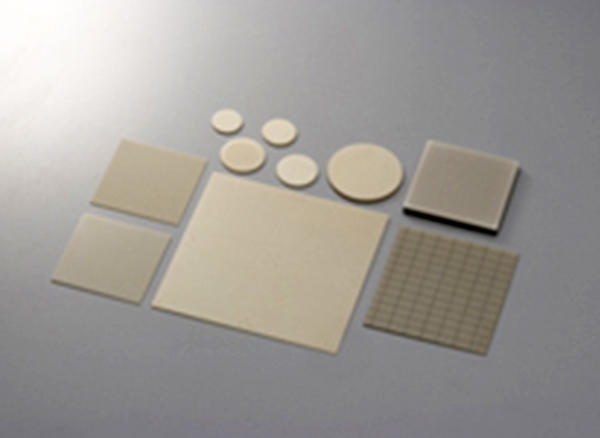
(圖片來(lái)源:MARUWA)
粉末注射成型
粉末注射成型是將現(xiàn)代塑料注射成型技術(shù)引入粉末冶金領(lǐng)域而形成的一門(mén)新型近終形成型技術(shù),。據(jù)中國(guó)粉體網(wǎng)編輯了解,該技術(shù)的最大特點(diǎn)是可以直接制備出復(fù)雜形狀的零件,,而且由于是流態(tài)充模,,基本上沒(méi)有模壁摩擦,,成型坯的密度均勻,,尺寸精度高。因此,,國(guó)際上普遍認(rèn)為該技術(shù)的發(fā)展將會(huì)導(dǎo)致零部件成型與加工技術(shù)的一場(chǎng)革命,,被譽(yù)為“21世紀(jì)的零部件成型技術(shù)”,。
粘結(jié)劑是注射成型技術(shù)的核心,首先,,粘結(jié)劑是粉末的載體,,它在很大程度上決定喂料注射成型的流變性能和注射性能;其次,,一種良好的粘結(jié)劑還必須具有維形作用,,即保證樣品從注射完成到脫脂結(jié)束都能維持形狀而不發(fā)生變化。為了同時(shí)滿足上述要求,,粘結(jié)劑一般由多種有機(jī)物組元組成,。
據(jù)中國(guó)粉體網(wǎng)編輯了解,喂料體系的流變性能對(duì)注射成形起著至關(guān)重要的作用,,優(yōu)良的喂料體系應(yīng)該具備低粘度,、高強(qiáng)度和良好的溫度穩(wěn)定性。在成型工藝工程中,,既要使喂料具有良好的流動(dòng)性,,能完好地填充模具,同時(shí)也應(yīng)有合適的粘度,,避免兩相分離,,溫度過(guò)高則容易引起粘結(jié)劑的分解,分解出的氣體易造成坯體內(nèi)部氣孔,;溫度過(guò)低則粘度過(guò)高,,喂料流動(dòng)性差,造成充模不完全,。
注射壓力也對(duì)生坯質(zhì)量有較大影響,,壓力過(guò)低則不能完全排空模具型腔內(nèi)的氣體,造成注射不飽滿,,壓力過(guò)高則造成生坯應(yīng)力較大,,不易脫模以及脫模后應(yīng)力的釋放造成坯體的變形及開(kāi)裂。
注射速度也對(duì)坯體質(zhì)量有較大影響,,較低則喂料填充模具過(guò)慢,,填充過(guò)程中冷卻后流動(dòng)性降低,不能完整填充模具,,注射速度過(guò)高則容易造成噴射及兩相分離,,造成零件表面流紋痕。綜上所述,,應(yīng)綜合考慮并選擇適合的注射參數(shù),,制備出完好的氮化鋁陶瓷生坯。
參考來(lái)源:
秦明禮,,等:高導(dǎo)熱氮化鋁陶瓷的粉末注射成形技術(shù),,北京科技大學(xué)材料科學(xué)與工程學(xué)院2009
魯慧峰,,等:粉末注射成形制備氮化鋁陶瓷,北京科技大學(xué)材料科學(xué)與工程學(xué)院2013
高曉菊等:氮化鋁陶瓷生產(chǎn)關(guān)鍵技術(shù)研究現(xiàn)狀,,中國(guó)兵器科學(xué)研究院寧波分院2011
呂帥帥,,等:高導(dǎo)熱氮化鋁陶瓷制備技術(shù)的研究現(xiàn)狀及發(fā)展趨勢(shì),南通大學(xué)機(jī)械工程學(xué)院2018
劉志平,,等:流延法制備氮化鋁陶瓷基板,,天津大學(xué)先進(jìn)陶瓷與加工技術(shù)教育部重點(diǎn)實(shí)驗(yàn)室2007
(中國(guó)粉體網(wǎng)編輯整理/平安)
注:圖片非商業(yè)用途,存在侵權(quán)告知?jiǎng)h除,!