�Ї����w�W(w��ng)Ӎ �մ�ע�����(CIM)�nj��ۺ���ע����ͷ����c�մ��Ƃ乤ˇ��Y(ji��)�϶��l(f��)չ������һ�N�Ƃ��մ��㲿�����¹�ˇ�������20���o70����l(f��)չ�����Ľ���ע�����(MIM),�����Ƿ�ĩע����͵ķ�֧,���մ�ע��������������c��
1�������^�̾��ЙCе�����Ԅӻ��̶ȸ�,�����a(ch��n)Ч�ʸ�,���������ڶ̡����w���ȸ�,�����a(ch��n)�^���еĹ����Ϳ���Ҳ�ܷ���,�����ڌ��F(xi��n)��������Ҏ(gu��)�,������a(ch��n),��
2���ɽ��������N���Π��(f��)�s�ļ�������Ҫ���С���մ��㲿��,��ʹ���Y(ji��)����մɮa(ch��n)Ʒ�o���M�ЙC�ӹ����ټӹ�,���Ķ��p�ٰ��F���մɼӹ��ɱ���
3,��ע������^���м����ճ�Y(ji��)���^��,�����Ƚ�(j��ng)�^�͜�Ó֬��ˇ�������M���ߜ�?z��)��Y(ji��),�����ں�ȴ����Ʒ,��Ó֬�r�g�����L�_100-200С�r��
4,�����͕r,���մɷ�ĩ��ճ�Y(ji��)���Ļ�Ͼ����ڟ��Y(ji��)���տsһ��,���õ����մ���Ʒ����λ�ܶȾ���,������@a(ch��n)Ʒ���ИO�ߵijߴ羫�Ⱥͱ���❍�ȡ�
���CIM���g(sh��)�ɞ�F(xi��n)���մɳ��ͼ��g(sh��)�и߾��Ⱥ�Ч�ʵij��ͷ���֮һ,���ڇ���(n��i)��õ��V���đ�(y��ng)�ú��о�,��
��ˇ����
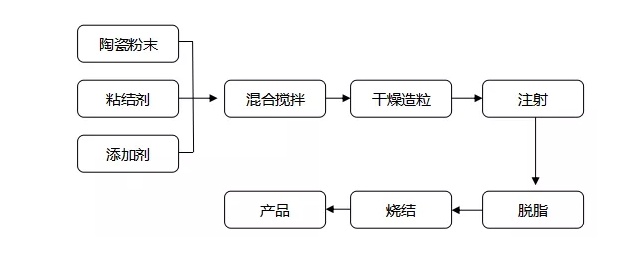
���Ĺ�ˇ�������£�
����Ó֬�^��������Ҫ��һ���A��,������ij�N�̶��ϛQ������K�a(ch��n)Ʒ���|(zh��)��������մɲ����н^�����(sh��)��ȱ�ݶ���Ó֬�A���γ�,�������Ѽy,����ס�׃��,�����ݵ���r,��������Ó֬�^���Юa(ch��n)����ȱ��Ҳ�ǟo��ͨ�^���ڵğ��Y(ji��)�A�폛�a�ġ�
Ó֬��ˇ
1,����Ó֬
�C����ͨ�^�ӟ᷽�������w�е��ЙCճ�Y(ji��)������,���]�l(f��)���ѽ��Ó�������w�^���nj��������ӟᵽһ���Ĝض�,��ʹճ�Y(ji��)�����l(f��)���ֽ����ɚ��wС����,�����wС����ͨ�^�Uɢ��B��ʽ��ݔ?sh��)����������棬���ճ�Y(ji��)���ķֽ���w�ij���������Ó�x�M���ⲿ���,��
ע������������Y(ji��)���M���ܟ�ܛ��,����(d��o)�����w�������͟ᑪ(y��ng)���������a(ch��n)���������׃�Σ���˟�Ó֬�����ʷdz�����,��Ó֬�r�g�e�L,�����ں�ڵ��մɲ��������@�ӡ���������Ó֬����,�������c���ЙC��o���ų����w�������w��(n��i)���a(ch��n)���^�߉���,������(d��o)�����w�a(ch��n)�����ݡ��Ѽy��׃�ε�ȱ��,��
��Q�k����
1,����߷�ĩ���b�d��������Ó֬�ضȷֲ�����,��
2,����ۡ�һ��������܉��ڟ�Ó֬����֧�����w������,����ֹ���w��ճ�Y(ji��)��ܛ���ĕr�����w������ض��l(f��)��׃��,����һ����t����۵�ë���������ô��M���ЙCճ�Y(ji��)���ų����@�Në���������ñ��|(zh��)�ϸ�׃�����w������ЙCճ�Y(ji��)���ֲ���B(t��i),������Һ���ЙCճ�Y(ji��)���ĺ����͚���Įa(ch��n)��ĝ��,��һ���ĩԽ�����ȱ���eԽ��të������Խ��,������Ó֬����ҲԽ��,��Ŀǰʹ���^��������Ҫ�У����ۡ�ʯӢ�ۡ������X��,��̼�������,��
2���܄���ȡÓ֬
�C�����܄�Ó֬�������܄��x���Ե��ܽ�Ó�����K�е�ճ�Y(ji��)���MԪ,�����_���ȟ�Ó֬���õľ���,���������^���ǣ��ͷ����܄��������ДUɢ���cճ�Y(ji��)�����|���܄���Û���ܽ�ճ�Y(ji��)���б������|(zh��),��Ȼ��ճ�Y(ji��)���еĿ��ܲ���ͨ�^�Uɢ���_���K����,������M���܄�����(d��ng)����ճ�Y(ji��)�����ܽ��,�����γ���ͨ��,�������������M�ֵ�Ó����
ע��������܄�Ó֬���������܄����,���ض�,��������ȡ��ܽ��ٶ�,��Ó֬��ܵ����؛Q�����ضȵ����߿ɼӿ��܄��ͱ��ܽM�ֵĔUɢ,���Ķ�ʹÓ֬�������,�����ض��^�߄t�����F(xi��n)���ݡ��_�ѵ�ȱ��,���@�����ض��^�ߕ���(d��o)��Ó֬�����^��,��ճ�Y(ji��)���ܽ�r�܄��������a(ch��n)����ë�������ȳ��^�մɷ�ĩ�w���g�ĽY(ji��)������ʹ��ĩ��ɢ,���Ķ��γɸ��Nȱ��,��
��Q�k�������Ɯضȱ�����50-80�����ҡ��@����Ó֬�rճ�Y(ji��)���������ܛ������(d��o)��׃�εĆ��},��
3,������Ó֬
�C��������Ó֬��ָ��������������һ�����������ϣ����������ӟᵽճ�Y(ji��)����ճ������,���܉�l(f��)��ë�����ӵij̶�,��ճ�Y(ji��)������ë�����������±������������������������С�
ע����������Ϸ�ĩ��ֱ��ҪС�ڳ�������ĩ�w��ֱ��,����϶��Ҫ��,�����ґ�(y��ng)ԓ�c���������l(f��)������(y��ng)��
4,����Ó֬
��Ó֬�ǽ�����Űl(f��)չ������һ�N��Ó֬��ˇ,���������ɵ������Ļ�����˾BASF��˾�_�l(f��)�����ġ�
�C��������һ�N�������ЙC�d�w���ӽ�۞��^С�Ŀɓ]�l(f��)�ķ��ӣ��@Щ���ӱ�����Ó֬�^���е��ЙC�d�w�������^�ߵ�������,����Ѹ�ٵĔUɢ�����w,��
ע���������Ó֬�^������������Һ�����(d��o)�¡�������ܛ��������������,����(n��i)��(y��ng)����ճ������Ӱ푶��a(ch��n)����׃�κ�ȱ��,��
��Q�k������Ó֬�ķ���(y��ng)�ضȷ�����100��150�棬���ھۼ�ȩ��֬�����c,���Է�Һ�����ɺͳߴ�׃��,��
���˴�Ó֬�⣬�������l(f��)չ�����ij��R����ȡÓ֬,����Ó֬�Լ�ˮ����ȡÓ֬����Ó֬���ʿ�,��Ó֬�^�����Ѽy��ȱ���γ��١����a(ch��n)Ʒ�ߴ�Ҫ�͵ă�(y��u)�c,�����ҟ��Y(ji��)�����K�a(ch��n)Ʒ���ܴ�������,������ܵ��V������ҕ��
���Y(ji��)
̎�ڿ��ٰl(f��)չ���մ�ע����μ��g(sh��),������������͵����c�ɞ�Խ��Խ���P(gu��n)ע�������մɳ��μ��g(sh��),����Ó֬��������Ҫ���P(gu��n)�I��ˇ��һ���ɹ���Ó֬�^�̾���Ҫ���Cճ�Y(ji��)�����B�m(x��)ƽ��(w��n)�؏ij�������Ó��,������Ó֬�^�̵ď�(f��)�s���漰���S������,��������ĩ��Ӱ푡�ճ�Y(ji��)����Ӱ�,��ι���cճ�Y(ji��)������׃�͟��Y(ji��)���ܵ�,���ڱ��C��Ʒ�Π�ͳߴ羫�ȵ�ǰ���£��M���s��Ó֬�r�g�ͺ���Ó֬��ˇ,������ʹ����ϵ�y(t��ng)��,��Ҏ(gu��)ģ������ȡ�ø����M��,���鹤�I(y��)�����a(ch��n)�ṩ�l��,��
������Դ��
[1]������.���M�մ�ע����͵�Ó֬��ˇ�Mչ
[2]���ܵ�.�մ�ע�������Ó֬��ˇ�������Mչ
[3]�����x���W(w��ng)���Ї����w�W(w��ng)
ע���DƬ���̘I(y��)��;,�������֙�(qu��n)��֪�h��