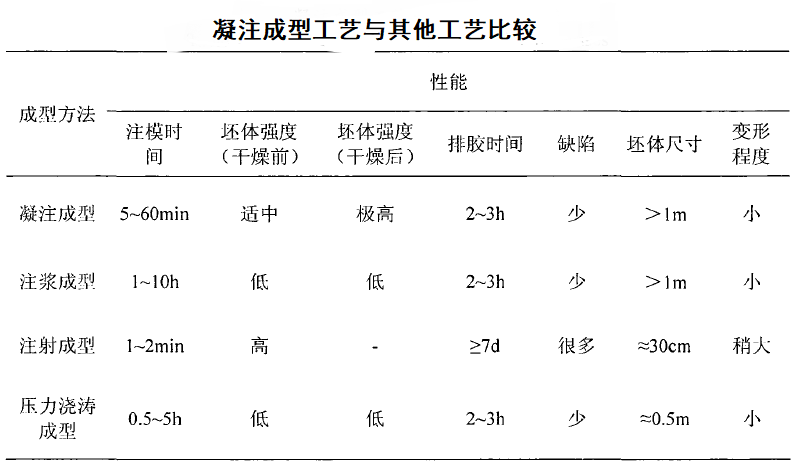
�Ї����w�W(w��ng)Ӎ ���y(t��ng)���մ��Ƃ乤ˇ�C(j��)е�ӹ�����ע����ͷ�,���{��ע����,���@Щ�����ڳ��͏�(f��)�s�Ę�(g��u)���r(sh��)����һ���ľ��ޣ��C(j��)е�ӹ�������ͨ�^�C(j��)е̎���õ���(f��)�s��(g��u)��,�����Ǽӹ��ɱ��^�F,��ע����ͷ����Ƃ��(f��)�s��(g��u)������ߴ��ܵ���(y��n)�������,���������z�r(sh��)�g�^�L,���{��ע��Ҫ�^�L�r(sh��)�g��������ͣ����ҝ{�ϵ����^��(d��o)����Һ�o��������ģ��,��
20 ���o(j��) 90 ������������X�������c(di��n)��(sh��)�(y��n)�� Mark A,��Janney ���ڵ��ˌ����y(t��ng)�մɹ�ˇ�;ۺ��ﻯ�W(xu��)�ЙC(j��)�ؽY(ji��)��������������մɳ���ˇ�����ø߷��ӆ��w�ۺ��M(j��n)�г��͵����zעģ���ͼ��g(sh��),�����Ƃ��(f��)�s�մɘ�(g��u)���r(sh��)���zעģ���ͼ��g(sh��)��������(y��u)�c(di��n)��
1)�m�÷����V,�������w�o����Ҫ��
2)�Ɍ�(sh��)�F(xi��n)�����ߴ����,���Ƃ����(f��)�s�Π�IJ���,��
3)���w��(qi��ng)�ȸߣ����@��(y��u)�ڂ��y(t��ng)����ˇ���Ƶ����w,�����M(j��n)�ЙC(j��)е�ӹ�,��
4)���w�ЙC(j��)�ﺬ���ͣ�
5)���w�͟��Y(ji��)�w���ܾ����Ժ�,��
6)��ˇ�^������,��
7)�ɱ�����,��
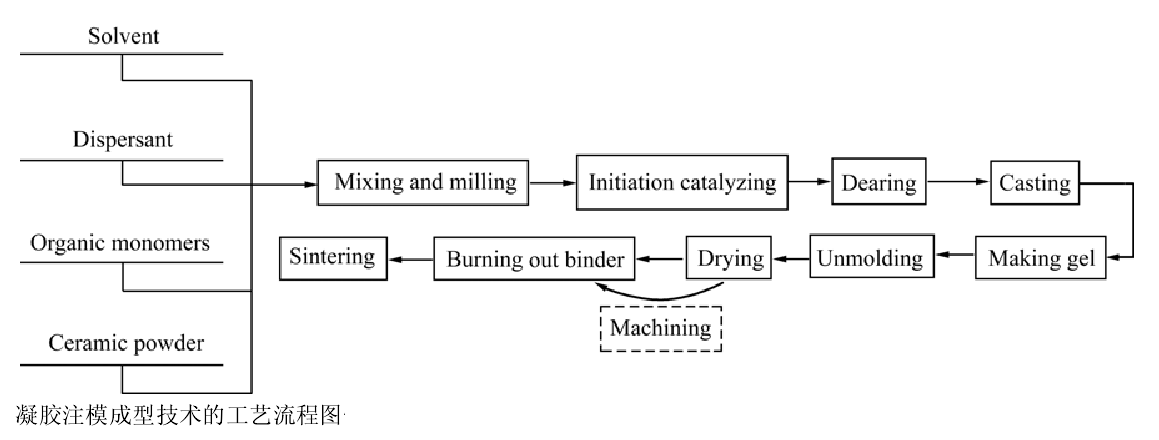
���zעģ���ͼ��g(sh��)ԭ��
���zעģ���ͼ��g(sh��)�nj����y(t��ng)���w����ˇ�c�ЙC(j��)�ۺ��ﻯ�W(xu��)�Y(ji��)�ϣ����þ������S�W(w��ng)�j(lu��)�Y(ji��)��(g��u)�ĸ߷������|(zh��)����ɢ�������,���߹����w�e��?j��n)?sh��)�đҸ�Һ�팍(sh��)�F(xi��n)���ߴ���ߏ�(qi��ng)��,�����ܶȾ������w��
����ԭ�����ڵ���,���߹����w�e��?j��n)?sh��)�ķ��w−�܄��Ҹ��w�м����ЙC(j��)���w,��Ȼ���ڴ��������l(f��)����������ͨ�^�ӟ����s�ȷ�ʽʹ?ji��)�Ҹ��w���ЙC(j��)���w���W(xu��)��(li��n)�ۺϻ�������(li��n)�����S�W(w��ng)��Y(ji��)��(g��u)���Ķ�ʹ�Ҹ��wԭλ�̻�����,��
���zע�����ˇ
1.�����c��ɢ�������܄�,����ĥ������ʎ�ȷ�ʽ̎����ɑҸ��{��,��
2.�ЙC(j��)���w�c��(li��n)�����ڑҸ��{��,�������ĥ��ˇ���⽵���ȡ����ӝ{��������,���Ƃ���ȸ߹����w�e��?j��n)?sh��)��Ҹ�Һ��
3.עģǰ���μ������l(f��)��,�����?j��n)���עģ�?/p>
4.һ���ض������l(f��)�ЙC(j��)���w���z����(y��ng)���{�����S֮���ӌ�(d��o)�·��ϱ�ԭλ����,���̻����ͣ���K�γɾ���һ����(qi��ng)�Ⱥ����g�Ե����S�W(w��ng)��Y(ji��)��(g��u),���õ���һ���܄������w,��
5.Óģ��,����һ���ضȡ�����¸���,���õ��^�ߏ�(qi��ng)�����w�����������z�����Y(ji��)�õ����ܲ���,��
���zעģ���ͼ��g(sh��)���
����(j��)���zעģ���g(sh��)���õ��܄���ͬ,�����Ԍ����zעģ�֞�ˮϵ���zעģ�ͷ�ˮϵ���zעģ,��
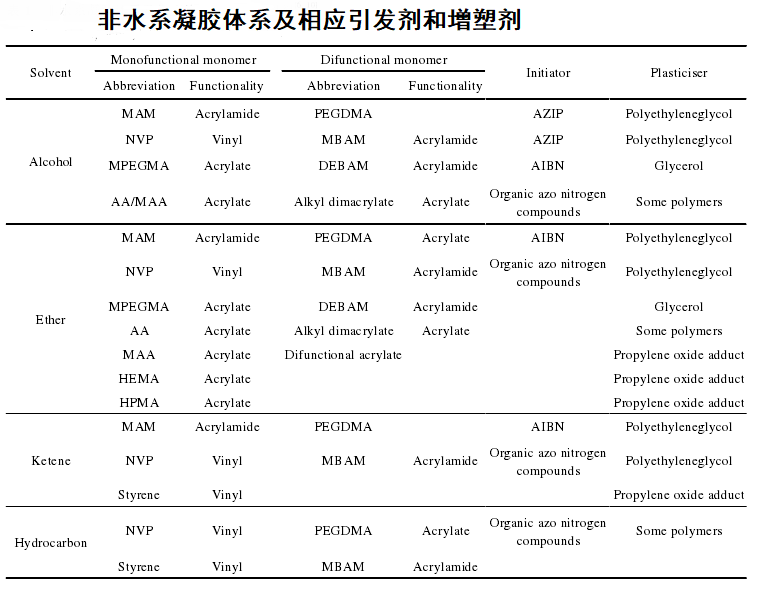
��ˮϵ���zעģ
��ˮϵ���zעģ��ˇ���õ��܄��鴼,��ͪ���Ѻ͟N���ЙC(j��)�܄�,��
ˮϵ���zעģ
�c��ˮϵ���zעģ���ͼ��g(sh��)���,��ˮϵ��������(y��u)�c(di��n)��
1) ˮ�����܄������zעģ���ͼ��g(sh��)�c���y(t��ng)���ͷ������ӽ�,��
2) �����^�̸�����,��
3) �ɽ������zǰ�(q��)����,��
4) �ɱ����ЙC(j��)����ĭh(hu��n)����Ⱦ���}��
���z�wϵ
����(j��)����(j��)���z�ā�Դ�Ɍ����z�wϵ�֞���Ȼ���z�wϵ�ͺϳ����z�wϵ��
��Ȼ���z�wϵ
��Ȼ���z�wϵ�ǝ�Ҹ�Һ���ЙC(j��)���w���������÷�ʽ��,��ͨ�^������(li��n)�γ����z,����Ҋ��Ȼ���z�wϵ����֬��,�����z�����z,���۠��m�_�z,�������Ǻ͵����|(zh��)��,��
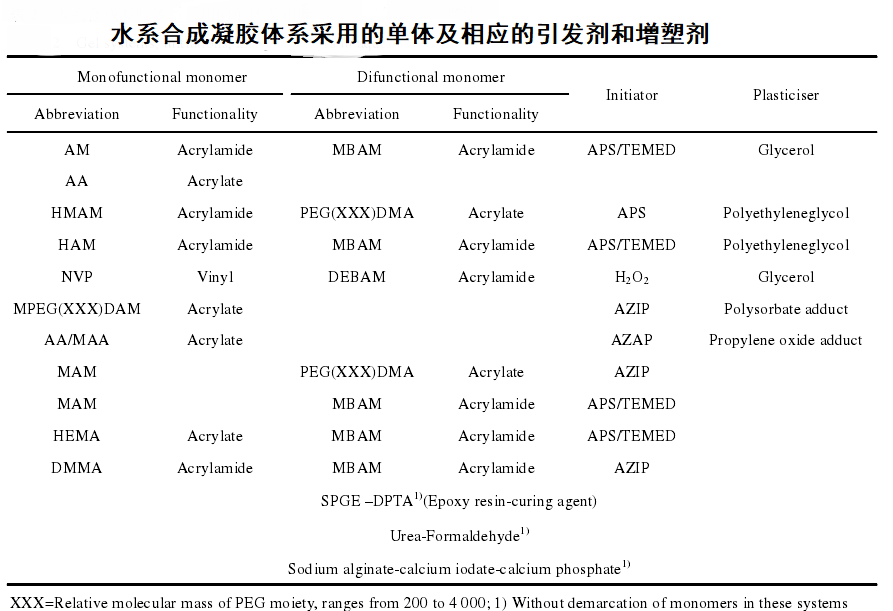
�ϳ����z�wϵ
�ϳ����z�wϵ�ǝ�Ҹ�Һ���ЙC(j��)���w�����l(f��)���c���������l(f��)�����£�ͨ�^�߷��ӻ��W(xu��)����(y��ng)�ϳ����z,��
�ЙC(j��)���w��������һ��(g��)�ι��܈F(tu��n)���w(�Q�����w)��һ��(g��)��܈F(tu��n)���w(��(li��n)��),���ЙC(j��)���w��(y��ng)�M���������ܣ�
1)���w/��(li��n)�����ܣ��ܽ���^���׳����ۺ�,�������ܶȲ���Ӱ����w��(qi��ng)��,��
2)�����ЙC(j��)���w��Ӱ푝�Ҹ�Һ�����ԣ��������Խ���,���t�y���Ƃ�߹���,�����ȵĝ�Ҹ�Һ��
3)���z��(y��ng)����һ����(qi��ng)��,����(y��u)����Ӳ�Ⱥ��g��,���@�Ӳ�����ԭλ��������,�����CÓģ�����m(x��)�ӹ���
4)�ЙC(j��)���w��(y��ng)�o���Ի�Ͷ���,��
5)�ЙC(j��)���w�r(ji��)��Ҫ����,�����ڴ�Ҏ(gu��)ģ���I(y��)�����a(ch��n)��
��ʹ�νMԪ���z�wϵ���MԪ���z�wϵ�l(f��)�����z����(y��ng),����������l(f��)��,����ͬ���w�wϵ��(y��ng)ʹ�ò�ͬ���l(f��)��������ن��w�ۺ�,�����Բ��üӟἰ����⡢�t���,����Ҋ��,�������ݗ�ռ�����(y��ng)��,�������ȷ���������,�����˸������w�Ŀɼӹ��ԣ�ͨ���������܄���
���zעģ���ͼ��g(sh��)��(y��ng)��
�ڴ����ȷ��w�еđ�(y��ng)��
��������ĩԭ���Ƃ侫��(x��)�մɺ͏�(f��)�s�Π��մɲ��������������ֲ���ԭ���Ƃ���w���wϵ�մɺ��ͻ���ϡ����zעģ���ͼ��g(sh��)�Ƃ���w���wϵ���մɻ��ͻ���ϵ��P(gu��n)�I�Ǹ߹����w�e��?j��n)?sh��)�{�ϵ��Ƃ䡣
�ڏ�(f��)�ϲ����I(l��ng)���еđ�(y��ng)��
�������zעģ���ͼ��g(sh��)�Ƃ��(f��)�ϲ����wϵ�����y�c(di��n)������Ƃ�������w�e��?j��n)?sh��)��,�������Ժ�,����ɢ����ĝ{�ϡ�ͨ�^���w�������,�������o����ɢ,����(f��)�Ϸ�ɢ�����x��ȼ��g(sh��)����ߏ�(f��)���մɝ{�ϵĹ����w�e��?j��n)?sh��)�������ԣ������Ƃ���^�õ��մɏ�(f��)�ϲ��ϡ�
�ڶ�ײ��ϲ����I(l��ng)���еđ�(y��ng)��
���zעģ�����Ƃ����մɾ���������(y��u)�c(di��n)��
1)�����������w��(qi��ng)����߳�Ʒ��,��
2)����������Կ����^�V����,��
3)�p���ЙC(j��)��ʹ�������p�٭h(hu��n)����Ⱦ��
�ڹ��ܲ����I(l��ng)���еđ�(y��ng)��
���zעģ���ͼ��g(sh��)�Ƃ书���մ���Ҫ��(y��ng)���ډ���մ�(PZT),����?y��n)����zעģ���g(sh��)ʮ���m���Ƃ��Π��(f��)�s�ĉ���մɮa(ch��n)Ʒ,���M���������a(ch��n)Ҫ��,���\(y��n)�����zעģ���g(sh��)�Ƃ䉺��մɵ��P(gu��n)�I���xȡ���m���z�wϵ�Լ���ɢ�������ӄ�,���Ķ���(y��n)��ؿ����մɵĻ��W(xu��)�ɷ֡�
���zעģ����ˇ�����c(di��n)���y�c(di��n)
�߹̺���,����ճ�ȝ{�ϵ��Ƃ�,��Ӱ푹̺�������Ҫ�����Ƿ����ڽ��|(zh��)�е�
�z�w���ԣ���˿�ͨ�^�x�ú��m�ķ�ɢ��,���{(di��o)��(ji��)pH�@������ĝ{��,��
�մɝ{�ϵĿɿع̻����ڑ�(y��ng)�����zעģ����ˇ���^����,���մɝ{�ϵĿ�
�ع̻���һ��(g��)���ֵĆ��},��
���z�����w��(qi��ng)�ȼ����@�Y(ji��)��(g��u)��Ӱ푡������z�^����,���S�����z�ضȵ�����,�����w��(qi��ng)�ȼ����@�Y(ji��)��(g��u)�l(f��)���A���Ե�׃����
�����Y�ϣ�
Nunn S D. Oelcasting: from laboratory development toward industrial production.
Dong G, Kai C, Long-to L. Gelcasting of PZT.
MCMILLAN A D. The handbook of ceramic engineering.
Anonymous. Gelcasting, an alternative to current ceramic processes.
http://www.ornl.gov/info/ornlreview/rev28-4/text/gelcast.htm
JANNEY M A. Method for molding ceramic powders: US 4894194.
�����d. ע���������ݶ��մɲ����Ƃ��¹�ˇ���о�
������. Al203/SiCP�{��(f��)�ϲ��ϻ��W(xu��)�Ƃ乤ˇ�о�
��С��. ��������X�մɵ����zעģ����
��С�h. ���zעģ���ͼ��g(sh��)���о��c�M(j��n)չ
�S־��. �մɷ�ĩ���zעģ����ˇ�о�
���W(xu��)�M. ��������մɏ�(f��)�ϲ������zעģ����ˇ�о�
���Ї����w�W(w��ng)������/������
ע���DƬ���̘I(y��)��;,�����֙�(qu��n)��֪�h��