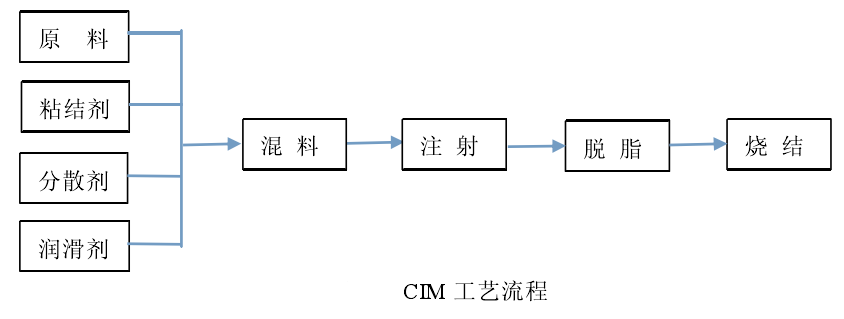
�մ�ע����ͣ�CIM�����g(sh��)�ɷ�ĩע����ͼ��g(sh��)��PIM���ݻ�������CIM�Ĺ�ˇ����һ������傀(g��)���E���A(y��)��,������,��ע�䡢Ó֬,�����Y(ji��),���������մ�ע����ͼ��g(sh��)���Ƃ�a(ch��n)Ʒ�r(sh��),����ԭ�Ϸ�ĩ��ճ�Y(ji��)�wϵ�����A(y��)���ı�����ϣ����ܟ��C(j��)�Ќ�����wϵ��Ͼ���ɾ߂���m����(d��ng)�Ե�ι��,�������ͨ�^ע����͙C(j��)ע�붨��ģ��,���M(j��n)һ����(du��)�A(y��)��Ʒ�M(j��n)��Ó֬̎����Ó֬����A(y��)��Ʒ�ڟ��Y(ji��)�t�иߜ�?z��)��Y(ji��),����K�õ���Ʒ,��
CIM��ˇ�ཻ��������ˇ���ԣ���Ҫ�����ׂ�(g��)���c(di��n)��
��1��ͨ�^��ͬģ�ߵ��O(sh��)Ӌ(j��)�����Ƴ����η��s�Įa(ch��n)Ʒ,��
��2���ཻ�ڝ�ע��ˇ,��ע����Ϳ�ͨ�^Ӌ(j��)��C(j��)���ƶ̕r(sh��)���a(ch��n)����(ji��)�s�ɱ�,��
��3��ע����͵�߅���Ͽɻ���������,��
��4��ճ�Y(ji��)�����cԭ�Ͼ����ϣ����Y(ji��)�^���б����տs��һ��,�����C����,��
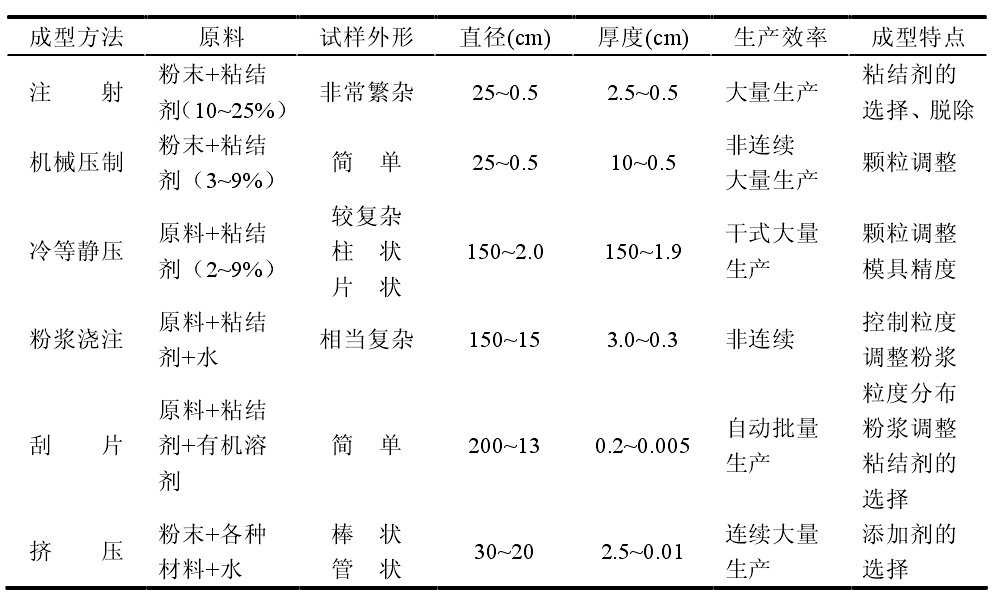
ע����ͼ��g(sh��)�c�������g(sh��)�ı��^
�մ�ע����ͼ��g(sh��)��CIM����Ӱ�����
�մ�ע����ͼ��g(sh��)��CIM����ͬ����������ͬ��Ӱ����ء�
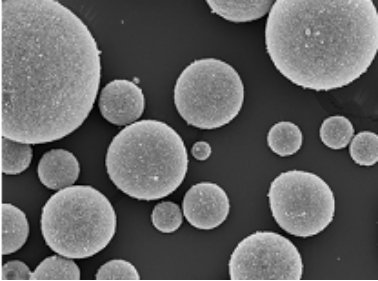
ԭ�Ϸ�ĩ
ԭ�ϵķ�ĩ���Ⱥͱ��^��ò��(du��)ι�ϵ��|(zh��)�����^���Ӱ�,����?y��n)����ӄ��Ĵ��ڌ?d��o)���Y(ji��)��Įa(ch��n)Ʒ�cע����ͺ���A(y��)��Ʒ���ڳߴ�ƫ��,����ֹ�a(ch��n)Ʒ�տs���ȱ�ݵķ����ǽ��ͷ�ĩ���ȵ�ͬ�r(sh��)���ӷ�ĩ�̺�������ĩ�ľ����ߴ�ԽС����Ҫ�ğ��Y(ji��)�ض�Խ��,��Ȼ���^��(x��)�ķ�ĩ�����������ϵĈF(tu��n)��Ч��(y��ng),����ĩ�F(tu��n)�ۺ�Ӱ��cճ�Y(ji��)���Ļ������ע���cÓģ�^��׃�����y��
ͨ�����ÃɷN��������ԭ�Ϸ�ĩ���Ⱥͱ��^��ò�IJ���Ӱ�,��һ���ڻ��ϕr(sh��)��ߔ��������D(zhu��n)��������ĩ�F(tu��n)��,�����ڌ�(sh��)�H�����п��ƹ�ˇ��(w��n)���^���韩�������ڻ���ǰ������M(j��n)�����cճ�Y(ji��)���Y(ji��)�ϵ���ɢ��,����ɢ����������Ҫ�����w�������γɱ��o(h��)��,�����ͷ�ĩ�g�ĈF(tu��n)��Ч��(y��ng)��ͨ���õķ�ɢ����������ʽ�IJ�ͬ�ɷ֞���ż(li��n)���,�����F���ż(li��n)��,�������ż(li��n)���ȣ������,����Ӳ֬��,������ȡ�����ż(li��n)���һ���Թ��r(ji��)�I����ʽ�������w������,��������ͨ�^·��˹��A����(y��ng)�Ԛ��I�ķ�ʽ�������մɱ���,���mȻһ�����ķ�ɢ���ɴ��M(j��n)���w�ľ����ɢ�������ɢ�������^���r(sh��),����(hu��)����ճ�Y(ji��)���ğ��ѽ��ų�ͨ����Kճ�Y(ji��)���ų�,�����h(yu��n)�����γɚ���,���Ѽy��ȱ�ݡ�
��ĩ�Π�Խ�ӽ�����,�����w��ճ�Y(ji��)���ĽY(ji��)�Ͼ�Խ���,����ĩ�g��Ħ����ҲԽС,����ĩ���ȷֲ���(hu��)�o���ϵľ��������Ӱ�,���Ķ��Ƽs�����Y(ji��)�^�̣���(du��)ԇ�����ȱ��,�����ȷֲ����r(sh��)�������һ�����b�d��,���������ȷֲ��^���r(sh��)ι�ϵĻ�Ͼ͕�(hu��)�dz����y��ʹι�ϳɷֲ������^�̿��Ƹ��y,��
ճ�Y(ji��)�����xȡ
���մ�ע����ͼ��g(sh��)��CIM����ˇ��,��ճ�Y(ji��)������Ҫ���ã��ڻ����A���c�cԭ�Ϸ��w��ϣ�����ι�ϕr(sh��)���õ�����(d��ng)��,����Ó֬�^���б���ע����ͺ�����w�Π�,��ճ�Y(ji��)�����x����ע����͵��P(gu��n)�I��
���x��ע�����ճ�Y(ji��)���Ǒ�(y��ng)ԓ���]�������أ�
��1������(d��ng)������,��ճ�Y(ji��)��ճ���^�ߕr(sh��),�����ϔ������y��ι��Ҳ������ճ��̫������������ӬF(xi��n)��,��ճ�Y(ji��)��ճ�ȵ���Ҫ����������Q��,�����������ճ�Y(ji��)��ճ�ȸߡ�����(d��ng)�Բ�,���ͷ�����ճ�Y(ji��)���෴,��ͬ�r(sh��)ճ�Y(ji��)����ճ��Ҫ����һ�����᷀͟(w��n)���ԡ�
��2��ճ�Y(ji��)���c���w�������P(gu��n)ϵ,�����cԭ�Ϸ��w���õ�ճ��������,��ճ�Y(ji��)���cԭ�Ϸ��wҪ���^С�ĝ�,�������ճ�Y(ji��)���c���w�����ֿ��ڻ���^�����m��(d��ng)���ӷ�ɢ�����o��,��
��3��ճ�Y(ji��)���ĽM��,������ι�ϵ�����(d��ng)���x���_��Ԫ�M�ֵ�ճ�Y(ji��)���wϵ,����Ó֬�^���е����c(di��n)�MԪ���µĿն������������M���ų���ͬ�r(sh��)߀�ɱ������w�Π�,���p��ȱ�ݵ��γɡ���M��ճ�Y(ji��)�����wϵ��(n��i)���MԪ֮�g��(y��ng)�����������Ҳ��l(f��)������(y��ng),��
��4�����õČ�(d��o)���ԡ������ӟ��^���Пᑪ(y��ng)�����������ȱ��,��ճ�Y(ji��)����횾����^�͵ğ���Ûϵ��(sh��)�ߌ�(d��o)���ʣ����ڱ������w���Π�,��
����(j��)ճ�Y(ji��)���ĽM�ֺ������ԿɌ�ճ�Y(ji��)���֞����ԡ�������,��ˮ����,�����z��ճ�Y(ji��)���wϵ��
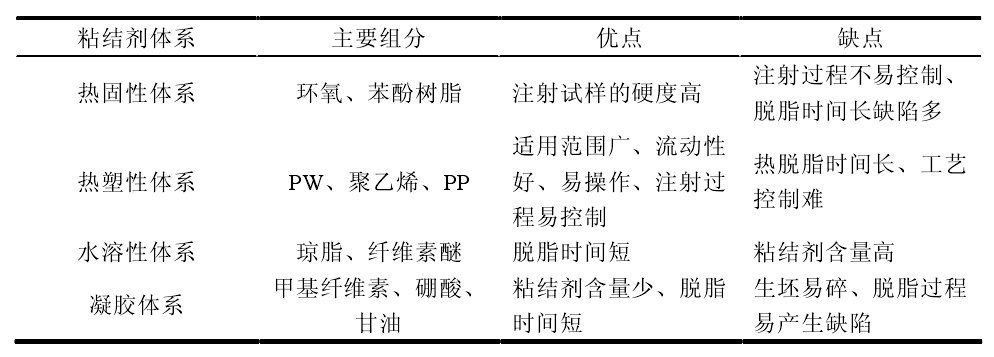
��ճ�Y(ji��)���wϵ��(du��)��
����Ծۺ���ճ�Y(ji��)���ڼӟ��^�����γɾW(w��ng)��Y(ji��)��(g��u),����s����д�������һ��Ӳ��,����(y��u)�c(di��n)�ǟ��Y(ji��)�^���ṩ������̼����Ó֬�^���б������w�Π׃����ȱ�c(di��n)��Ҫ��ι�ϲ�������(d��ng)�c�_ģ,��ʹ�����y�Ի�Ͼ���,��Ó֬�r(sh��)Ҳ����Ó����
�����Ծۺ���ճ�Y(ji��)���ɸ���(j��)�ۺ���������Ĵ�С���{(di��o)��(ji��),�����ڻ��r(sh��)����(hu��)�γɾW(w��ng)��Y(ji��)��(g��u),�������Ծۺ�����Ҫ����������ϩ���۱�ϩ,��,���۱���ϩ���ۼ��������,���ۼ�ȩ��,����������ԭ�Ϸ�ĩ�Ĺ̺�������Ҫ���������Ԅ��͝�����,��
����
����Ŀ���nj�ճ�Y(ji��)�����մɷ��w�M(j��n)�л��,���^���е����|(zh��)���f�C(j��)�����������U(ku��)ɢ����ɢ�C(j��)��,���ض�,���r(sh��)�g�ͻ��������ҪӰ푻�ϼ��g(sh��)�ĺÉ��,�����^�������������ʹ��ɢ�ٶȼӿ�,������(d��ng)�ض�̫�͕r(sh��)�����L(zh��ng)��ϕr(sh��)�gҲ���ܻ��,��
ע�����
ע������^���nj������Ļ���ϼ���ע��C(j��)�϶���,���ռ����Ӊ�ι�ϣ���ǻ�w��(n��i)�ӟ��ڻ���ע����ע��ģ����,��ͻ�����c(di��n)�ǿɼӹ���(f��)�s�㲿��,���ϸ����^�ߡ���(n��i)���@�Y(ji��)��(g��u)�^��,��ȱ�c(di��n)��ģ��Ҫ���^��,��ģ���M(f��i)���^�ߣ���ˇ�������(hu��)�a(ch��n)���^��ȱ��,��
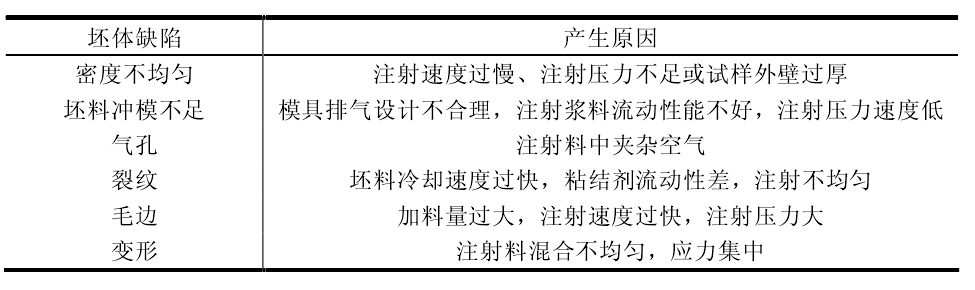
����ȱ�ݼ��γ�ԭ��
ע������^���е���Ҫ����(sh��)���ض�,���ٶȡ�����,����׃����(sh��)�ɿ��Ʈa(ch��n)Ʒ�|(zh��)��,��ע���ٶ��^��r(sh��)��ι��ճ���^��,�����w��(n��i)�����a(ch��n)�������Ѽy,��ע���ٶ�����������,���ضȵ͕r(sh��),��ι����ǰ���̌�(d��o)�³�ģ���M��
Ó֬
Ó֬�^�̾����������W(xu��)���������������е��ЙC(j��)��ճ�Y(ji��)��Ó��,������ˇ�Õr(sh��)�^�L(zh��ng)�ҘO���P(gu��n)�I,��
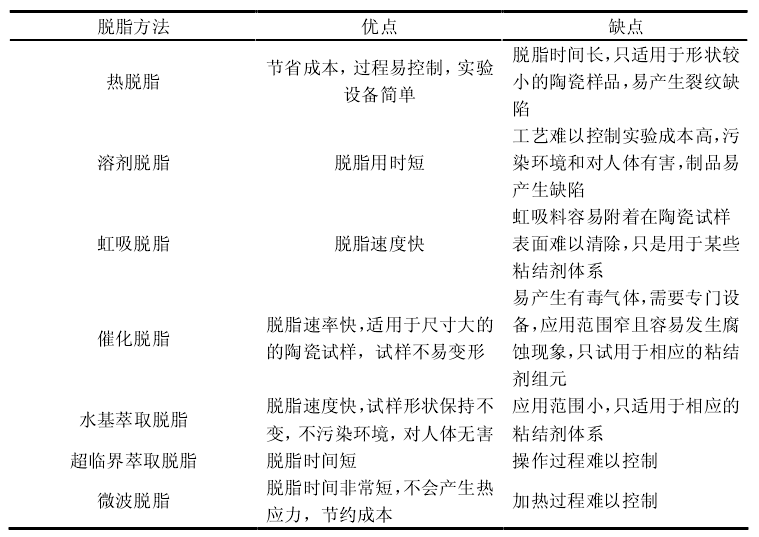
��ҊÓ֬��ˇ��(y��u)ȱ�c(di��n)���^
ճ�Y(ji��)��Ó֬�^���зֽ�]�l(f��)����U(ku��)ɢ�����t���a(ch��n)���Ѽy��ȱ�ݣ������Ǵ�ߴ�IJ���,����Ó֬�^��Ó֬�r(sh��)�g�L(zh��ng)���cճ�Y(ji��)���������Ĵ�С����̎������P(gu��n),���ͷ�����ճ�Y(ji��)���ֽ�r(sh��)����朲����њ��Ҫ��ҲС,���߷�����ճ�Y(ji��)���MԪ�������Ԛ���·�����ה���,���܄�Ó֬����(du��)��Ó֬�ɿs��Ó֬�r(sh��)�g��Ó֬�r(sh��)�ɱ������w�Π׃,���������^�������w��Û��(d��o)�®a(ch��n)���Ѽy�Ҷ����^��,��
���Y(ji��)
Ó֬��ߴ��c������^С���������|(zh��)���w,���ߜ�?z��)��Y(ji��)���ܻ����^����,�����w�����L(zh��ng)�����ճ�Y(ji��)������Ŀ�϶��ԭ�Ϸ�ĩ����ԽС���Y(ji��)�(q��)��(d��ng)����Խ����Y(ji��)�r(sh��)�gҲ����(y��ng)Խ��,�����Y(ji��)����ض�Ҳ��,��
�N�մɟ��Y(ji��)����
�M���մ�ע����ͼ��g(sh��)��CIM����չ�մɲ��ϼӹ��I(l��ng)�������S�����}��Ҫ��Q,���磺ԭ����Ҫ�e�ӹ�,����(y��ng)���и߶ѷe�ܶȡ������ε����c(di��n)��ԭ�ϼӹ��M(f��i)�ø�,��ճ�Y(ji��)���xȡ���y,�����C��Ʒ�|(zh��)��ǰ����ʹÓ֬�r(sh��)�g׃�̣������к�Ó֬�^��,�������ߴ��������߀����,��ע�������һ��ˇ��Ԫ����������(hu��)�a(ch��n)��ȱ�ݡ�
�����Y�ϣ�
LIU W. Fabrication of injection moulded translucent alumina ceramics via pressureless sintering
M. Baboo, K. Saxena, Mechanical and thermal properties of com-posited of cist and trans-polyisoprene
blend filled with Al-powder
�ֽ���. �մɷ�ĩע������е��P(gu��n)�IӰ�����
������. �����մɵ�ע����μ��g(sh��)
��F(xi��n)�h. �մ�ע�����Ó֬��ˇ���A(ch��)�о�
�S����. ��ĩע�������׃�W(xu��)
�S��. �մ�ע������ЙC(j��)�d�w���x���������о�
�ܳ��. �մ�ע�����ճ�Y(ji��)���F(xi��n)��l(f��)չڅ��(sh��)
�wС��. �մ�ע����μ��g(sh��)�о����M(j��n)չ
��ѩ. ע����͙C(j��)�l(f��)չ�F(xi��n)���cչ��
����ϼ. �մɲ��ϳ���ˇ�о����M(j��n)չ
ô�ִT. �����,�������X-̼������(f��)���մ�ע�����ˇ�о�
�ؼ���. ������մ�ע����͟o�����܄�Ó֬ճ�Y(ji��)���wϵ�о�
(�Ї����w�W(w��ng)������/������
ע���DƬ���̘I(y��)��;�����֙�(qu��n)��֪?ji��ng)h��