

�Ї�(gu��)���w�W(w��ng)Ӎ �џ��^(gu��)������Ԫ����ǰ�(q��)�w�ӹ�����Ԫ��������P(gu��n)�I�Ĺ�ˇ֮һ,���䌦(du��)��Ԫ���ϵ��������ܺ�늻��W(xu��)���ܾ����^��Ӱ푣���Ԫ�����џ���ˇ������Ҫ�����џ��ض�,���џ��r(sh��)�g,���џ�����@����Ҫ�ء�
�џ��ضȣ�
һ���(l��i)�f(shu��),���S���ضȵ�����,���џ��ٶȕ�(hu��)�����ӿ죬�ض����ߌ�(du��)���ϵ����b�ܶ�Ӱ푲���,������(du��)�a(ch��n)�����(sh��)�ܶ�Ӱ��^��,���ض��^(gu��)�ߣ���������ȱ���ͻ��������߀��(hu��)��ʹ�����ٽY(ji��)��,��ͬ�r(sh��)���ϵľ���׃��,���ȱ���e׃С,����������x���ڲ����е�Ó����Ƕ�룻�ض��^(gu��)��,������(y��ng)����ȫ,���������ɟo(w��)���β��ϣ����ϵĽY(ji��)�����ܲ���,���������s��,����(du��)���ϵ�늻��W(xu��)����Ӱ�Ҳ�^��
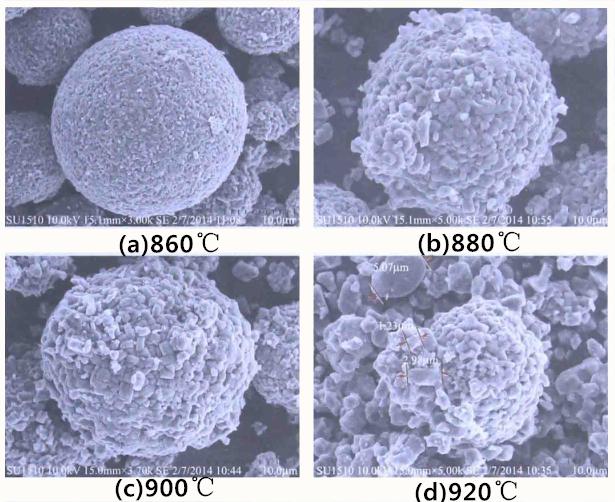
NCM622��ͬ�џ��ض���SEM�D
����ֻ�Ю�(d��ng)�џ��ض��m��,������ʹ���ϵļӹ��Ժ�늻��W(xu��)�����_(d��)����Ѡ�B(t��i),����ͬ�����Įa(ch��n)Ʒ�џ��ضȱ����ϲ��͟��ط������м�(x��)������(l��i)�_��,����ͬ�M�ֵ���Ԫ�����џ��ض�Ҳ��ͬ,��һ����r�£�懺���Խ��,���џ��ض�Խ��,��
�џ��r(sh��)�g��
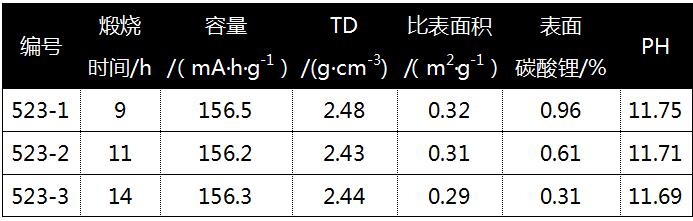
��һ��������(n��i)���џ��r(sh��)�g��(du��)��������,���ȱ���e,����(sh��)�ܶȡ�PH��Ӱ푲�̫���@,������(du��)���ϱ���䇚������ͮa(ch��n)Ʒ�ξ��w����СӰ��^��,��
NCM523�ڲ�ͬ�џ��r(sh��)�g�µĘ�Ʒ����
�џ��r(sh��)�g���џ��ض���Ӱ���Ԫ�������ܵ���Ҫ���ء������߲�����ȫ��(d��)����,����(d��ng)�џ��ض��Ըߕr(sh��),�����m��(d��ng)�s���џ��r(sh��)�g�����џ��r(sh��)�g�^(gu��)�L(zh��ng),�����m��(d��ng)�{(di��o)���џ��ض�,��
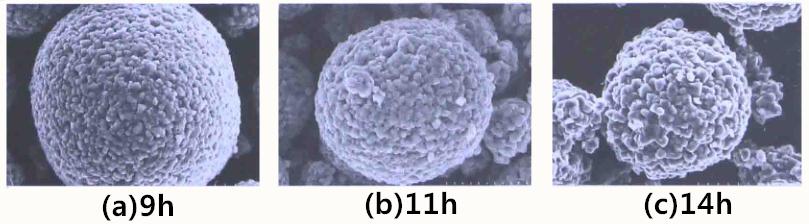
NCM523�ڲ�ͬ�џ��r(sh��)�g�µĮa(ch��n)ƷSEM�D
���ȷֲ���(du��)�c�џ��r(sh��)�g���џ��ضȵ�Ӱ�
ǰ�(q��)�w������С��һ�ӣ���Ҫ���џ��ض�Ҳ����ͬ,������ԽС,�����w�����浽���ĵĂ�����Ҫ�ĕr(sh��)�gԽ�̣�����џ��ض���ͬ,���w��ԽС,���џ���Ҫ�ĕr(sh��)�gԽ�̣��ξ����L(zh��ng)Խ��,��
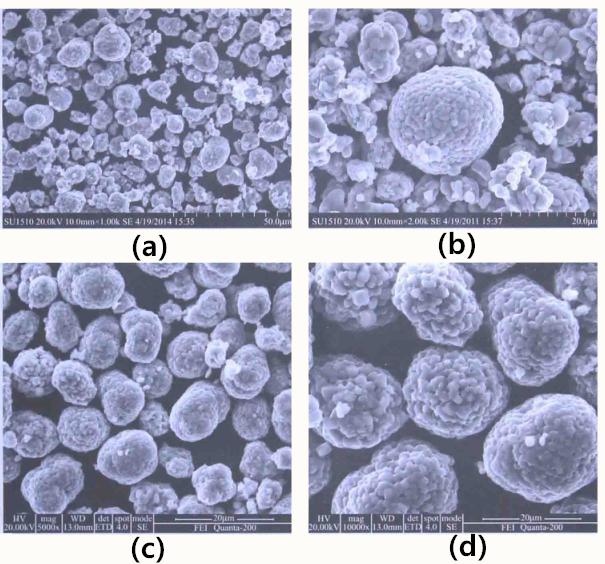
��a��,����b�������ȷֲ��^����ǰ�(q��)�w�џ����ij�Ʒ��SEM�D����c��,����d�������ȷֲ��^խ��ǰ�(q��)�w�џ����ij�Ʒ��SEM�D
�ɈD���Կ���,���õ��Ćξ��w����СҲ����څ��һ��,���@�����������ֲ�Խխ��ǰ�(q��)�w������(y��ng)�����^(gu��)���Џ��w�����浽���ĵĂ�����Ҫ�ĕr(sh��)�gԽһ��,�������������L(zh��ng)��r(sh��)�gһ��,���������ֲ��������ǰ�(q��)�w���õ���Ʒ�Ćξ��w����СҲ�Ͳ���ͬ,��
��ò��(du��)���џ��ضȵ�Ӱ�
��ͬ��ˇ����(sh��)���a(ch��n)����(l��i)��ǰ�(q��)�w��ò������ͬ,���ξ��w����(x��)С��ǰ�(q��)�w����Ҫ���џ��ض��^��,����Ʒ�ξ�Ҳ�^�,���ǰ��(q��)�w�ξ��ɺ�Ƭ���,���џ��ij�Ʒ�ξ�Ҳ�^��,���ɷN��ò�ij�Ʒ����(sh��)�ܶȺͱ������ܶ���(hu��)������ͬ��

(a) ��ξ���(x��)С��ǰ�(q��)�wSEM�D,��(b) ��(a) �џ����Ʒ��SEM�D,��(c) ��ǰ�(q��)�wSEM�D��(d) ���ƷSEM �D
��ʧ�ʺ��џ����
��ʧ����ָ���|(zh��)��(j��ng)�^(gu��)ijЩ����(y��ng)��pʧ���|(zh��)���c֮ǰ���|(zh��)���ı�ֵ,�����ğ�ʧ��ָ���Ͻ�(j��ng)�^(gu��)�G�t�џ���pʧ���|(zh��)���c�����M(j��n)���џ��t֮ǰ�|(zh��)���ı�ֵ,��
������Ԫ���ϵ���Փ��ʧ��

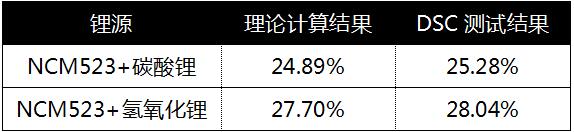
�ı��п��Կ���������̼��䇞��Դ�r(sh��),����Ԫ���ϟ�ʧ�ʼs��25%,�����Ú�����䇞��Դ�r(sh��)����Ԫ���ϟ�ʧ�ʼs��28%,���@�����|(zh��)���ēpʧ��Ҫ�ǏU��Įa(ch��n)����ɵ�,����̼��䇞��Դ�r(sh��)���U���Ƕ�����̼��ˮ����,���Ú�����䇞��Դ�r(sh��),���U����Ҫ��ˮ���⡣
�џ���1kgNCM523�ĺ��������Ś�����mol��

��ǰ�(q��)�w���Դ��Ͼ������DSC����,�������ҵ��џ��^(gu��)�����_(k��i)ʼ�a(ch��n)�����w�ĜضȺ���������Ĝض�,�����@Щ�ض��Ĝضȅ^(q��)�g���C�����a(ch��n)�ɱ���(l��i)���],�����h�S(ch��ng)���x�������M(j��n)�������Ś����ķ�����(l��i)��������։������a(b��)����������,�����r(sh��)�ų��U��,�����C����(y��ng)�C���M(j��n)�С�
NCM523��ʧ�ʵ���ՓӋ(j��)��Y(ji��)����DSC�y(c��)ԇ�Y(ji��)����(du��)��
ϻ���Ӕ�(sh��)���b������
�ڌ�(sh��)�(y��n)���еõ�������џ��ضȺ͕r(sh��)�g,�����߸���(j��)����DSC�������Ĝض�,����(y��ng)���ڌ�(sh��)�H���a(ch��n)�^(gu��)���в����ܵõ��(y��u)����Ԫ����,����?y��n)��џ���Խ��Ӱ�����Խ��,��ʹ��݁���G�џ���Ԫ���ϵ��^(gu��)����,��Ӱ�������ϻ���ČӔ�(sh��)��ϻ�����b������
Ŀǰ��õ���Ԫ����݁���G���p��݁���G,��ϻ���Ӕ�(sh��)���ˌ�(du��)�ض���Ӱ�,��߀��(du��)�џ������Ӱ푡��[�ŌӔ�(sh��)̫��,����(hu��)��ɸG�t�К��w��ͨ����,����λ���ӵ�ϻ��Ҳ���ܺͿ՚��ֽ��|�����H���ܵõ���ֵ�����,���a(ch��n)���ďU��Ҳ���ܼ��r(sh��)����,����(du��)�a(ch��n)ƷƷ�|(zh��)�a(ch��n)���ܴ�Ӱ푡�
��ͬϻ���Ӕ�(sh��)�џ����a(ch��n)Ʒ��PHֵ,���������x䇺ͱȱ���e
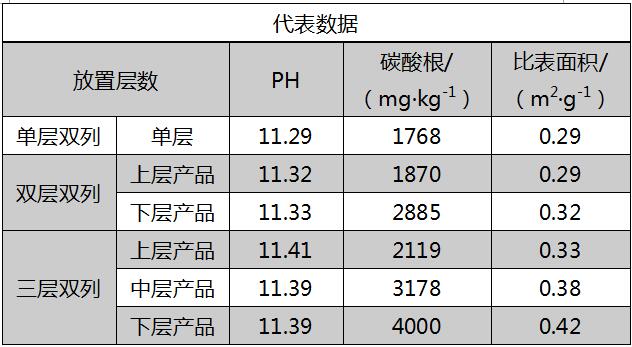
�Ӕ�(sh��)��ͬ�r(sh��),����ͬ�Ӕ�(sh��)֮�g�������ʲ�ͬ����ͬ�Ӕ�(sh��)������?ch��)��Ě��Ҳ����,�����ϵķ��?y��ng)���џ��l����һ���IJ,����(d��o)�²�ͬ�Ӕ�(sh��)�������џ��ꮅ����ﻯ����Ҳ����ͬ�����ϱ����Կ���,���S��ϻ���Ӕ�(sh��)������,���ό����Ϻ������ϵ��ﻯ������Ҳ���F(xi��n)��һ���IJ����Ҫ���F(xi��n)�ڲ��ϱ������x䇺���,�����ϵ�PHֵ�ͱȱ���e,��
�����Y�ϣ�����x��늳���Ԫ���ϡ�����ˇ���g(sh��)�����a(ch��n)��(y��ng)�á�














