參考價(jià)格
面議型號(hào)
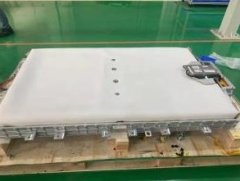
中法 儲(chǔ)罐設(shè)備品牌
章達(dá)機(jī)械產(chǎn)地
浙江樣本
暫無(wú)功率(kw):
-重量(kg):
-規(guī)格外形(長(zhǎng)*寬*高):
-看了中法 儲(chǔ)罐設(shè)備的用戶(hù)又看了
 留言詢(xún)價(jià)
留言詢(xún)價(jià)

虛擬號(hào)將在 180 秒后失效
使用微信掃碼撥號(hào)
產(chǎn)品參數(shù):
一.食品工業(yè)用不銹鋼薄壁容器的容積應(yīng)優(yōu)先選用表1中所列的數(shù)值,。
罐設(shè)備01.jpg")
2、 技術(shù)要求
2.1 設(shè)計(jì)
2.1.1 食品工業(yè)用不銹鋼薄壁容器的容積設(shè)計(jì)推薦優(yōu)先選用本標(biāo)準(zhǔn)規(guī)定的容積系列參數(shù),。
2.1.2 圖紙的設(shè)計(jì)要充分考慮工藝工況,,選擇合理的高徑比,合理配置罐體附件,。
2.1.3 如采用冷軋不銹鋼板材,,罐體內(nèi)外表面保持板材的原色和粗糙度,內(nèi)焊縫的表面粗糙度Ra值不大于0.8μm,;如采用砂拋光或電化學(xué)拋光,,應(yīng)保持內(nèi)外表面均勻一致,且表面粗糙度Ra值不大于0.8μm,。容器應(yīng)符合GB16798-1997的規(guī)定,。
2.1.4 容器的上、下封頭應(yīng)采用折邊結(jié)構(gòu),,過(guò)渡圓弧半徑R不小于25mm,,采用冷旋壓或冷模壓方式加工;罐體開(kāi)孔直徑不小于38mm時(shí)應(yīng)采用內(nèi)翻邊或外翻邊,,翻邊圓弧半徑不得小于5mm。
2.1.5 食品工業(yè)用不銹鋼薄壁容器罐體所用的不銹鋼板材根據(jù)工藝和介質(zhì)一般選用0Cr18Ni9,、00Cr19Ni10,、0Cr17Ni12MO2和00Cr17Ni14MO2等,或同類(lèi)國(guó)外牌號(hào)材質(zhì),;不銹鋼板材和焊接材料等應(yīng)符合有關(guān)國(guó)家標(biāo)準(zhǔn),、行業(yè)標(biāo)準(zhǔn)的規(guī)定。
2.1.6 原材料應(yīng)確保其物理,、化學(xué)性能符合相關(guān)標(biāo)準(zhǔn)規(guī)定,,材料進(jìn)廠(chǎng)檢驗(yàn)應(yīng)尤其注重外觀(guān)檢查,供應(yīng)商應(yīng)提供材料質(zhì)量及檢驗(yàn)報(bào)告證明,。
2.1.7 不銹鋼板材一般選用冷軋不銹鋼卷板,,符合GB/T3280-1992的規(guī)定,罐體的每個(gè)筒節(jié)的拼接縱縫不允許超過(guò)三條,;不銹鋼板材寬度應(yīng)優(yōu)先選用1000mm,、1219mm和1500mm三種規(guī)格,。
2.1.8 不銹鋼焊絲符合YB/T5091-1996的規(guī)定,0Cr18Ni9之間焊接選用的焊絲鋼號(hào)為H0Cr21Ni10或H00Cr21Ni10,;00Cr19Ni10之間焊接選用的焊絲鋼號(hào)為H00Cr21Ni10,;0Cr18Ni9與0Cr17Ni12MO2之間或0Cr17Ni12MO2之間焊接選用的焊絲鋼號(hào)為H0Cr19Ni12MO2或H00Cr19Ni12MO2;00Cr17Ni14MO2之間焊接選用的焊絲鋼號(hào)為H00Cr19Ni12MO2,。
2.2 制造
2.2.1 不銹鋼板材在開(kāi)卷,、校平時(shí)不允許出現(xiàn)表面劃傷,避免與其他材料接觸出現(xiàn)鐵污染,。
2.2.2 筒節(jié)下料展開(kāi)長(zhǎng)度應(yīng)根據(jù)罐底和罐蓋的實(shí)際測(cè)量周長(zhǎng)(按中徑),,偏差為±3mm。
2.2.3 下料應(yīng)確保圖紙尺寸的要求,,切割直線(xiàn)偏差±0.5mm/m,,圓弧偏差R±1mm,割口斷面不得有割豁,、偏吹現(xiàn)象,,否則應(yīng)予修正。
2.2.4 板材對(duì)接間隙一般為0.2 mm~0.6mm,,且相對(duì)均勻,;對(duì)接錯(cuò)邊量小于1/6板厚,**不超過(guò)0.4mm,。
2.2.5 板材接縫采用氬弧焊點(diǎn)焊固定,,焊點(diǎn)表面無(wú)氧化現(xiàn)象,且不得高于母材,,否則予以磨平,。
2.2.6 板材的焊接應(yīng)采用氬氣保護(hù)焊等惰性氣體保護(hù)焊接方法,并符合JB/T9185-1999的規(guī)定,。
2.2.7 角接或搭接接縫間隙不大于1mm,,局部間隙允許超過(guò)1mm,但焊前應(yīng)予以填補(bǔ),。
2.2.8 焊縫部位不得有明顯的焊接變形,,焊縫寬度、余高均勻一致,,焊縫余高為0mm~0.6mm,。
2.2.9 罐體內(nèi)焊縫應(yīng)修磨至與母材齊平,表面粗糙度Ra值不大于0.8μm,;外焊縫兩側(cè)各20mm~25mm內(nèi)拋亮帶,,要求亮度均勻,邊緣整齊。
2.2.10 彌勒板,、內(nèi)插板或盤(pán)管等零部件表面不得有深度超過(guò)0.2mm的壓痕和劃傷,,否則應(yīng)予修整。
2.2.11 產(chǎn)品制作完成后,,應(yīng)進(jìn)行整體酸洗鈍化及水洗處理,,用水潔凈,水中氯離子含量不超過(guò)25mg/L,,酸洗鈍化后不得出現(xiàn)表面色差現(xiàn)象,;水洗時(shí)應(yīng)將酸洗鈍化膏全面清除。
2.2.12 罐體上的部分碳鋼材料如支座,、吊耳等,,表面應(yīng)進(jìn)行防銹處理并涂以圖紙規(guī)定的面漆,且罐體上的碳鋼部件應(yīng)加不銹鋼墊板,。
2.2.13 罐體制作完畢后應(yīng)進(jìn)行盛水試漏,試驗(yàn)要求按6.2.1,。
2.3 罐體附件
2.3.1 食品工業(yè)用不銹鋼薄壁容器的主要附件如上人孔、下人孔,、攪拌器,、液位計(jì)、呼吸器,、取樣閥,、噴淋裝置、清洗裝置,、閥門(mén)等,,應(yīng)確保其質(zhì)量和安裝位置,品質(zhì)應(yīng)符合GB16798-1997的規(guī)定,。
2.3.2 附件要求全部采用不銹鋼材料制作,,表面作拋光處理,粗糙度不大于Ra1.6,。
2.3.3 上,、下人孔要求輕便靈活,,人員進(jìn)出方便,;呼吸器的設(shè)計(jì)通氣量應(yīng)大于進(jìn)出液口的**流通量,;所有附件不允許有泄漏現(xiàn)象,。
2.3.4 罐體上的開(kāi)孔要圓滑,,管口采用翻邊凸緣工藝,,焊接采用對(duì)接形式,,并且焊縫處要進(jìn)行修磨拋光,。
2.3.5 底攪拌和側(cè)攪拌的密封宜采用符合食品衛(wèi)生標(biāo)準(zhǔn)的機(jī)械密封,。
暫無(wú)數(shù)據(jù)!
 中法 儲(chǔ)罐設(shè)備的工作原理介紹,?中法 儲(chǔ)罐設(shè)備的使用方法?中法 儲(chǔ)罐設(shè)備多少錢(qián)一臺(tái),?中法 儲(chǔ)罐設(shè)備使用的注意事項(xiàng)中法 儲(chǔ)罐設(shè)備的說(shuō)明書(shū)有嗎,?中法 儲(chǔ)罐設(shè)備的操作規(guī)程有嗎?中法 儲(chǔ)罐設(shè)備的報(bào)價(jià)含票含運(yùn)費(fèi)嗎,?中法 儲(chǔ)罐設(shè)備有現(xiàn)貨嗎,?中法 儲(chǔ)罐設(shè)備包安裝嗎?
中法 儲(chǔ)罐設(shè)備的工作原理介紹,?中法 儲(chǔ)罐設(shè)備的使用方法?中法 儲(chǔ)罐設(shè)備多少錢(qián)一臺(tái),?中法 儲(chǔ)罐設(shè)備使用的注意事項(xiàng)中法 儲(chǔ)罐設(shè)備的說(shuō)明書(shū)有嗎,?中法 儲(chǔ)罐設(shè)備的操作規(guī)程有嗎?中法 儲(chǔ)罐設(shè)備的報(bào)價(jià)含票含運(yùn)費(fèi)嗎,?中法 儲(chǔ)罐設(shè)備有現(xiàn)貨嗎,?中法 儲(chǔ)罐設(shè)備包安裝嗎? 手機(jī)版:
手機(jī)版: