看了熔融指數(shù)測定儀的用戶又看了
 留言詢價
留言詢價

虛擬號將在 180 秒后失效
使用微信掃碼撥號
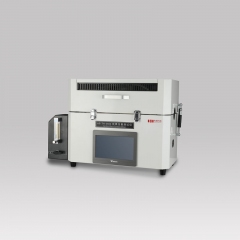
1,、顯示方式:數(shù)顯表顯示、液晶顯示,、電腦顯示,,直觀明了
2、具有打印功能,,可打印試驗報告
3,、恒溫時間可達上萬小時,,可長期處于工作狀態(tài)。
主要由加熱爐和控溫系統(tǒng)兩部分組成,,儀器下部的控制箱內為控溫系統(tǒng)部分,它采用單片機調功率控溫方式,,抗干擾能力強,,控溫精度高,控制穩(wěn)定,。上部是加熱爐,,爐內加熱絲按一定規(guī)律纏繞在銅棒上,,使溫度梯度為*小,,以滿足標準要求,。操作控制箱上的控制面板,對加熱爐的試驗溫度進行設定,。
GB/T 3682-2000熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定
本標準規(guī)定了在規(guī)定的溫度和負荷條件下測定熱塑性塑料熔體質量流動速率(MFR)和熔體體積流動速率(MVR)的方法,。
通常,測定熔體流動速率的試驗條件由本標準引用的材料標準規(guī)定,。熱塑性塑料的一般試驗條件列于附錄A和附錄B中,。在比較填充和非填充熱塑性塑料時,熔體體積流動速率是很有用的,。如果知道試驗溫度下的熔體密度,,則可以用自動測量裝置測定熔體流動速率
恒溫范圍: 室溫——400℃
計時范圍: 0.1——9999秒
計時精度: 0.1秒
切料方式: 自動、手動,、時控 三種切料方式
擠壓出料部分技術參數(shù):
出料口直徑:Φ2.095±0.005毫米
出料口長度:8.000±0.025毫米
裝料筒內徑:Φ9.550±0.025毫米
裝料筒長度:152±0.100毫米
活塞桿頭直徑:Φ9.475±0.015毫米
活塞桿頭長度:6.350±0.100毫米
測試方法分類:1.質量法 2.體積法
款型:1.數(shù)顯式 2.液晶顯示全自動式 3.微機控制式
款型:1.數(shù)顯式 2.液晶顯示全自動式 3.微機控制式
款型:
設置電子P.I.D調節(jié)器進行溫度控制,,完全符合國家標準(不能測試熔體體積流動速率及熔體密度)。該機同時設置了計數(shù)器,,方便計測切割時間,。儀器以切割稱重法工作,使用范圍較寬,。
2.液晶顯示全自動式
單片微型計算機進行溫度控制與程序控制,, 待測試結束,即自動顯示特定體積的熔體流經口模所需的時間,,經計算即可得出流動速率數(shù)值,,重復精度高,,操作方便。系統(tǒng)介入了溫度控制,。手動切割裝置可在無法進行自動檢測時,,保證按切割稱重法順利檢測。結構緊湊,,造型美觀,,精度高,附配件取用方便 ,。
3.微機控制式全自動
熔融指數(shù)儀設置單片微型計算機自動測試裝置及電子自動切割裝置,。微機系統(tǒng)自輕觸鍵輸入相應參數(shù)后,待測試結束,,即自動計算,、打印出流動速率數(shù)值,重復精度高,,操作方便,。使用電腦軟件技術的溫度控制,能自動消除由于電源電壓波動及環(huán)境變化而造成的影響,,且當儀器溫度與標準溫度(專用校正溫度計另配)出現(xiàn)偏差時,,操作人員可以方便地隨機修正。電子自動切割裝置可在無法進行自動檢測時,,自動地按預選間隔時間切割,,計算*終結果。
1,、 儀器的調整:
A:儀器拆箱后,,按裝箱單及附圖一所注明的名稱、數(shù)量清點與檢查儀器是否完好,,技術文件,、附件是否齊全,待檢查無損,、無誤后再將儀器擦干凈,放在較穩(wěn)固的工作臺上,。
B:把聯(lián)接口模擋板的推拉桿(附圖二 序號1)向爐體內推入,,從料筒的上端口向下看去,可看到口模擋板已將料筒下端口徑擋住約三分之一,。放入口模,。并用裝料桿(附圖一序號6)將其壓到與口模擋板接觸為止。
C. 把水準儀支架從料筒的上端口插入料筒,,并使水準支架的底面與口模接觸,,再把水準儀放在水準儀支架上,。以水準泡為準,調節(jié)底座下面的四個調節(jié)螺釘,,使料筒達到鉛垂狀態(tài)(注:意即水準儀上的氣泡處于正中位置),。隨后鎖緊調節(jié)螺釘上的鎖緊螺母,取下水準儀及水準儀支架,。
工作條件:
環(huán)境溫度:10℃-40℃
環(huán)境相對濕度:30%-80%
周圍無震動,、無腐蝕性介質的環(huán)境中。
在穩(wěn)固的基礎上正確的安裝并調至水平
使用環(huán)境無強磁場,,空氣無強對流
電源:AC220V±10% ,、50Hz
功率:0.5KW
暫無數(shù)據(jù)!
 熔融指數(shù)測定儀的工作原理介紹?熔融指數(shù)測定儀的使用方法,?熔融指數(shù)測定儀多少錢一臺,?熔融指數(shù)測定儀使用的注意事項熔融指數(shù)測定儀的說明書有嗎?熔融指數(shù)測定儀的操作規(guī)程有嗎,?熔融指數(shù)測定儀的報價含票含運費嗎,?熔融指數(shù)測定儀有現(xiàn)貨嗎?熔融指數(shù)測定儀包安裝嗎,?
熔融指數(shù)測定儀的工作原理介紹?熔融指數(shù)測定儀的使用方法,?熔融指數(shù)測定儀多少錢一臺,?熔融指數(shù)測定儀使用的注意事項熔融指數(shù)測定儀的說明書有嗎?熔融指數(shù)測定儀的操作規(guī)程有嗎,?熔融指數(shù)測定儀的報價含票含運費嗎,?熔融指數(shù)測定儀有現(xiàn)貨嗎?熔融指數(shù)測定儀包安裝嗎,? 手機版:
手機版: