看了VEC大型機床空間誤差補償?shù)挠脩粲挚戳?/p>
 留言詢價
留言詢價

虛擬號將在 180 秒后失效
使用微信掃碼撥號
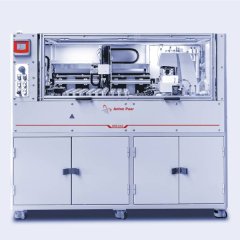
VEC(空間誤差補償技術(shù)),,大型機床標定的突破性創(chuàng)新實用方法
在過去的20年里,,現(xiàn)代大型機床的制造者和使用者們都在尋找一種能夠在更短時間內(nèi)提高機床工作精度的校準方法。現(xiàn)在,,VEC(空間誤差補償技術(shù))誕生了,。VEC技術(shù)使用API激光跟蹤儀與Active Target移動靶標相配合,能夠在幾個小時內(nèi)完成大型機床(尤其是5軸,、6軸大型機床)的標定工作,。
更高的工作效率,更低的熱漂移影響
由于傳統(tǒng)的機床校準方法需要耗費大量的時間,,所以熱漂移會對測量結(jié)果產(chǎn)生相當大的影響,。而VEC技術(shù)只需幾個小時就可完成整個標定過程,較傳統(tǒng)的幾天甚至是幾周,,在提高工作效率的同時,,減小了熱漂移所帶來的影響。
工作原理
21項誤差補償法是被公認的傳統(tǒng)的機床校準方法,。以結(jié)構(gòu)較簡單的普通3軸機床為例,,這種方法需要使用激光干涉儀對機床的每個軸(X,Y,,Z)分別進行測量,。而在進行這些測量之前,需要對測試儀器做大量的安裝調(diào)試工作,,以便使干涉儀的激光束與機床相吻合,,且對于每個軸的測量,都需要重新調(diào)整激光干涉儀的位置,,并運行各自的測量步驟,。如此,便耗費了大量的時間,,使機床閑置,,導致生產(chǎn)力的下降。而且由于激光干涉儀工作時間過長,,還要將熱漂移的因素考慮在內(nèi),。
空間誤差補償技術(shù)(VEC)的數(shù)據(jù)計算方式是基于切比雪夫多項式(Chebyshev Polynomials)演變而來。API獨有的測量軟件計算出多項式的運動學方程來描述機床運動時產(chǎn)生的不同誤差,,從而對機床運動空間內(nèi)的任何坐標上的誤差進行精準補償,。
使用VEC技術(shù)的**個步驟就是建立VEC機床模型,。應用機床的CAD模型,根據(jù)不同機床的特征建立運動誤差模型,。根據(jù)建立的運動誤差模型,,API的測量軟件會計算并提供出一個測量路徑的解決方案,并避免與機床運行過程中有可能關(guān)聯(lián)到的物體,,例如固定裝置,、夾具等相沖突。利用這種計算方法,,可以使帶有復雜結(jié)構(gòu)的機床(如帶旋轉(zhuǎn)軸的機床和6軸機床等)的測量標定變得像標準3軸機床一樣簡單,。
API測量軟件計算出的測量路徑可以避免測量過程中可能發(fā)生的部件相互碰撞的情況。方法就是:在機床運動的空間內(nèi)隨機取200至400個參照點,,將機床在這一運行空間內(nèi)每個軸上的所有可能形成的姿態(tài)進行模擬,,從而根據(jù)這一數(shù)據(jù)來計算出*終的測量路徑。測量時,,機床主軸會沿著預先設計好的路線進行運動,,與此同時,API的Radian激光跟蹤儀發(fā)射出的激光束將會始終跟蹤固定在位于機床中心點機床主軸上的API Active Target活動靶標,,對機床運行的完整路線進行測量,。由于測量軟件已為測量設計出了路線,所以在測量過程中不會發(fā)生碰撞事件,,也不會因為主軸的運動遮擋了激光束而中斷測量。
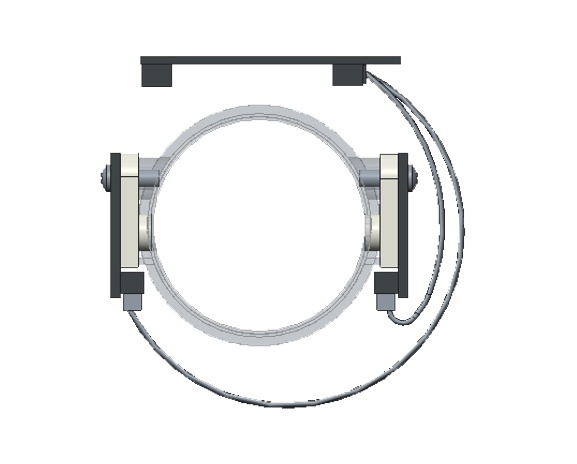
實際測量中,,無論機床的大小和結(jié)構(gòu)復雜與否,,整個測量的過程會在1至3個小時之間。由于API的Radian跟蹤儀在設計上的緊湊型,、便攜性,、高復合性、以及測量范圍極廣的特性,,在測量時,,Radian激光跟蹤儀既可以被安裝在機床上,也可以被安置于機床之外,。而Active Target活動靶標則被安裝固定在位于機床中心點的機床主軸上,。Active Target實際上是一個機動化的SMR,其特有的內(nèi)置反射鏡進行不間斷的轉(zhuǎn)動,,從而可以在移動中始終鎖定Radian激光跟蹤儀發(fā)射出的激光束,,不會將激光束跟丟。測量時,,每當機床運行到一個新的測量點就會停頓3至4秒鐘,,使機床完成休整并穩(wěn)定在其所應到達的位置,,Radian激光跟蹤儀會在這一間隙對這個參照位置實施30次至100次的測量。當計算出測量數(shù)據(jù)的平均值,,便會反射信號至機床,,使其移動到下一個待測位置。
整個過程需要對待測機床進行三次測量:**次測量時應使用一個稍長的適配桿用來固定Active Target,;第二次重復**次的過程,,以便核實、檢查數(shù)據(jù)的準確性,;第三次,,也就是*后一次則應使用一個較短的適配桿固定Active Target進行測量。這個過程不僅僅是簡單的三次測量,,實際上,,使用長短不同的適配桿固定Active Target進行測量,為每一個待測的參照點生成了向量,。使用這種方法既可測得位置參數(shù),,又可以測得方向的數(shù)據(jù)。其原因在于:每個待測的參照點與其前一個被測量的點之間都會形成一個桿狀的連接,,隨著測量進程的發(fā)展,,所連接的點就越多,而這樣,,通過200至400個隨機參照點,,就形成了點云(Point Cloud),而不是簡單的三個平面,。
通過這些向量(桿狀連接)可以確定機床運動空間中的每一個點,,并通過上萬次的計算得到這些參照點的位置參數(shù)(X,Y,,Z)以及方向參數(shù)(如:俯仰角,、偏擺角、滾動角),。接下來,,軟件將會根據(jù)測得的參數(shù)計算出補償值,將補償參數(shù)儲存,,以便上傳至機床的控制系統(tǒng),,在機床實際作業(yè)中進行空間誤差的補償。
以下為VEC補償前精度圖:
以下為VEC補償后精度圖:
實時證明,,經(jīng)過VEC補償后,,機床精度可提升多達4倍。
暫無數(shù)據(jù),!
 VEC大型機床空間誤差補償?shù)墓ぷ髟斫榻B?VEC大型機床空間誤差補償?shù)氖褂梅椒ǎ?/li>VEC大型機床空間誤差補償多少錢一臺,?VEC大型機床空間誤差補償使用的注意事項VEC大型機床空間誤差補償?shù)恼f明書有嗎,?VEC大型機床空間誤差補償?shù)牟僮饕?guī)程有嗎?VEC大型機床空間誤差補償?shù)膱髢r含票含運費嗎,?VEC大型機床空間誤差補償有現(xiàn)貨嗎,?VEC大型機床空間誤差補償包安裝嗎?
VEC大型機床空間誤差補償?shù)墓ぷ髟斫榻B?VEC大型機床空間誤差補償?shù)氖褂梅椒ǎ?/li>VEC大型機床空間誤差補償多少錢一臺,?VEC大型機床空間誤差補償使用的注意事項VEC大型機床空間誤差補償?shù)恼f明書有嗎,?VEC大型機床空間誤差補償?shù)牟僮饕?guī)程有嗎?VEC大型機床空間誤差補償?shù)膱髢r含票含運費嗎,?VEC大型機床空間誤差補償有現(xiàn)貨嗎,?VEC大型機床空間誤差補償包安裝嗎? 手機版:
手機版: