精度:
-稱重范圍:
-包裝類型:
其他包裝速度:
-自動化程度:
全自動工作原理:
自動計量看了自動計量包裝機的用戶又看了
 留言詢價
留言詢價

虛擬號將在 180 秒后失效
使用微信掃碼撥號
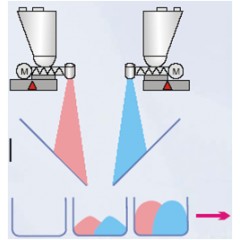
整個稱量過程可分為快速供料,、較快速供料和慢速供料三個階段,每個階段都做到**無缺,。同時可以配上自動縫包設(shè)備,、輸送設(shè)備從而組合成自動化程度很高的生產(chǎn)線。
適用物料
各種晶體狀,、顆粒狀和細(xì)小顆粒狀物料,。例如:化工原料、洗衣粉,、食鹽,、飼料、酵母,、食品,、砂糖、雞精,、味精,、種子、瓜子等,。
特點和優(yōu)越性
采用數(shù)據(jù)式稱重傳感器使系統(tǒng)稱重精度更加穩(wěn)定,、可靠、抗干擾能力強,。氣缸式開斗放料使稱量速度得以大大提高,,雙稱量斗的設(shè)計理念使得稱量速度翻番,震動式細(xì)喂料確保稱重精度,;腳踏式夾袋開合機構(gòu)使操作人員的安全得以保障.
工作原理
")
包裝秤進(jìn)入自動運行狀態(tài)后,,稱重控制系統(tǒng)打開給料門開始加料,該給料裝置為快,、慢兩級給料方式,;當(dāng)物料重量達(dá)到快給料設(shè)定值時,,停止快給料,保持慢給料,;當(dāng)物料重量達(dá)到Z終設(shè)定值時,,關(guān)閉給料門,完成動態(tài)稱重過程,;此時系統(tǒng)檢測夾袋裝置是否處于預(yù)定狀態(tài),,當(dāng)包裝袋已夾緊后,系統(tǒng)發(fā)出控制信號打開稱量斗卸料門,,物料進(jìn)入包裝袋中,,物料放完后自動關(guān)閉稱量斗的卸料門;卸空物料后松開夾袋裝置,,包裝袋自動落下,;包裝袋落下后進(jìn)行縫包并輸送到下一工位。如此循環(huán)往復(fù)自動運行,。
結(jié)構(gòu)
定量包裝秤由稱重單元,、小車、縫包輸送裝置,、氣動系統(tǒng),、除塵系統(tǒng),定量包裝控制儀表等組成,。其中影響打包速度和準(zhǔn)確度的關(guān)鍵部件是稱重單元,,它包括儲料倉、閘門,、截料裝置,、秤體、夾袋裝置,、支架,、電氣控制裝置等。儲料倉為緩沖式料倉,,用于物料儲備并提供一個接近均勻的物料流,;閘門位于儲料倉底部,當(dāng)設(shè)備檢修或出現(xiàn)故障時,,用于將物料封阻在儲料倉內(nèi),;截料裝置由截料斗、截料門,、氣動元件,、補氣門等組成,在稱重過程中提供快,、慢兩級給料,,其快,、慢給料的物料流均可單獨進(jìn)行調(diào)整,從而保證定量包裝秤滿足計量的準(zhǔn)確度要求和速度要求,;補氣門的作用為平衡稱重時系統(tǒng)內(nèi)的空氣壓差;秤體主要由稱量斗,、承重支架和稱重傳感器組成,,完成重量到電信號的轉(zhuǎn)變并傳輸給控制單元;夾袋裝置主要由夾袋機構(gòu),、氣動元件等組成,,作用為夾緊包裝袋,讓稱重完畢的物料全部落入包裝袋,;電氣控制裝置由稱重顯示控制器,、電氣元器件、控制柜組成,,作用為控制系統(tǒng)工作,,使整個系統(tǒng)按預(yù)先設(shè)定的程序,有序工作,。
稱量調(diào)試方法
檢查傳感器接線無誤后,,打開控制柜電源并預(yù)熱15分鐘,方可調(diào)試,。本文以較大秤量100kg,、分度值0?郾2kg、定量值90kg和準(zhǔn)確度等級滿足的技術(shù)要求為例介紹如下:
(1)偏載調(diào)整
將10kg砝碼,,分別集中放置在稱量斗兩個承重點上,。當(dāng)稱重顯示器顯示“正差”時,傳感器輸出應(yīng)向降低方向調(diào)整,;當(dāng)稱重顯示器顯示“負(fù)差”時,,傳感器輸出應(yīng)向提高方向調(diào)整。例如:L/C-1傳感器的輸出降低時,,將與L/C-1有關(guān)的一組微調(diào)電阻(原始值為10歐姆),,以相同的旋轉(zhuǎn)量向左旋轉(zhuǎn)。
向右旋轉(zhuǎn)(順時針方向)電阻值減小,,顯示值增大(記為“加”),;
向左旋轉(zhuǎn)(逆時針方向)電阻值增加,顯示值減小(記為“減”),。
注意:旋轉(zhuǎn)微調(diào)電阻時,,如果每組兩只的旋轉(zhuǎn)量不一致時,會使調(diào)整變得困難,,因此傳感器的每組微調(diào)電阻在調(diào)整時的旋轉(zhuǎn)量應(yīng)盡量一致,。各承重點誤差值不大于10g為合格,。
(2)稱量調(diào)整
按照稱重顯示控制器說明書校準(zhǔn)的步驟進(jìn)行稱量調(diào)整。檢定時從零點到較大值點之間,,分別以0kg,、40kg、70kg,、90kg,、100kg的順序遞增砝碼,誤差分別不大于10g,、20g,、35g、45g,、50g,;從較大值到零點之間分別以100kg、90kg,、70kg,、40kg、0kg的順序遞減砝碼,,誤差不大于各自允差,;在40kg、100kg兩定量點進(jìn)行重復(fù)性檢定,,每個稱量點進(jìn)行3次,,每次誤差不大于各自允差。
技術(shù)參數(shù)
型號 SGJ-Z50B
計量速度 6~10次/分鐘
計量精度 0.1%~0.2%
計量范圍 5~50千克
電源 AC220伏
功率 1.2千瓦
機器重量 460千克
機器尺寸 1130*940*3500mm(長*寬*高)
暫無數(shù)據(jù),!
 自動計量包裝機的工作原理介紹,?自動計量包裝機的使用方法,?自動計量包裝機多少錢一臺?自動計量包裝機使用的注意事項自動計量包裝機的說明書有嗎,?自動計量包裝機的操作規(guī)程有嗎,?自動計量包裝機的報價含票含運費嗎?自動計量包裝機有現(xiàn)貨嗎,?自動計量包裝機包安裝嗎,?
自動計量包裝機的工作原理介紹,?自動計量包裝機的使用方法,?自動計量包裝機多少錢一臺?自動計量包裝機使用的注意事項自動計量包裝機的說明書有嗎,?自動計量包裝機的操作規(guī)程有嗎,?自動計量包裝機的報價含票含運費嗎?自動計量包裝機有現(xiàn)貨嗎,?自動計量包裝機包安裝嗎,? 手機版:
手機版: