參考價格
面議型號
全不銹鋼 SG65 三輥研磨機品牌
騰蛟機械產(chǎn)地
江蘇樣本
暫無粉碎程度:
其他單位能耗:
-產(chǎn)量:
-裝機功率(kw):
-成品細度:
-入料粒度(mm):
-工作原理:
其他看了全不銹鋼 SG65 三輥研磨機的用戶又看了
 留言詢價
留言詢價

虛擬號將在 180 秒后失效
使用微信掃碼撥號
產(chǎn)品詳細信息
一、 用途和性能
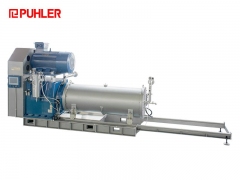
全不銹鋼SG65三輥研磨機主要用于對機器要求比較高的廠家,,對各種油漆,、油墨、顏料,、塑料,、食品等液體漿料(不宜研磨帶有酸堿成份或足以導致輥筒腐蝕的顏料)的前期實驗需要,為大規(guī)模生產(chǎn)提供正確的數(shù)據(jù),。
該機通過機器水平方向排列的三根輥筒的表面相互擠軋及不同速度的摩擦而達到研磨作用,,研磨物料一般只需研磨二次就可以達到要求,難研磨物料必須研磨多次,,方能達到要求,,**加工細度一般可達到3-18um左右(用細度板測定)。
二,、主要技術參數(shù)
輥筒直徑mm | 65 |
輥筒工作長度mm | 128 |
輥筒轉(zhuǎn)速r.p.mm | 慢輥 26 |
中輥 70 | |
快輥 145 | |
電動機 | YCYS7144 220V 0.75/KW |
輥筒速比 | 1:2.3:5.5 |
外型尺寸L*W*H | 450*400*430 |
重量kg | 78 |
三,、工作原理
工作時將快、慢輥調(diào)節(jié)到適當位置,,啟動機器,,然后將需研磨的漿料加入中輥與慢輥之間銅刀間,漿料經(jīng)過中,、慢輥表面擠軋后,,由中輥帶經(jīng)快輥,再由緊貼表面的出料刮刀予以刮下,,經(jīng)過裝有攔板的刀板,,流入盛料桶,由此構成整個研磨過程,。
四,、機器結構
1、機器部分
機體采用鑄件,、由機座和上蓋板組成,,機體左右導軌面上按水平方向裝有雙列向心軸承的慢,、中、快軸承座每邊各一只,,并與上蓋板連接在一起,,中輥軸承座由方銷定位,快,、慢輥軸承座在上蓋板上的調(diào)整螺桿及彈簧作用,,作為后移里,軸承座用于支撐快,、中,、慢三輥筒,輥筒軸右端裝置有冷卻水裝置,,左端裝置傳動齒輪,,其機體下部里面裝有電動機,慢輥與中輥之間兩旁按輥筒中心的垂直方向裝有加料用的銅刀,,快輥前方緊靠輥筒表面裝有出料用的刀片部件,,由此組成三輥研磨機。
2,、傳動部件
機座下部裝有電動機,,通過三角皮帶傳動,傳入快輥,,由快輥通過齒輪傳動至中輥,,中輥再傳至慢輥。
3,、輥筒
輥筒分為快,、中、慢各一,,均由優(yōu)質(zhì)軸承鋼經(jīng)淬火制成,,兩端壓入已經(jīng)熱處理的優(yōu)質(zhì)鋼軸頭,左軸頭裝有傳動齒輪,,右軸頭中間通孔為水道孔,,作為輥筒在工作時冷卻之用。
4,、進料裝置
進料裝置由銅片和銅刀支架組成,,安裝在慢輥與中輥之間的兩端銅刀圓弧緊貼在慢、中輥兩輥表面,,保證不流物料,,銅刀支架采用螺栓固定在機體上,便于調(diào)整,,邊距及拆裝清洗,,銅刀應經(jīng)常進行調(diào)整,,便于輥筒表面密貼。
5,、冷卻部件
為適當?shù)那宄佂补ぷ髅嬉蚰Σ梁螽a(chǎn)生的熱膨脹影響輥筒接觸面的平整,,左輥筒右軸頭處裝有冷卻水管,在水管接頭處套有橡膠套,,通入水源經(jīng)輥筒內(nèi)壁熱交換后,,由原孔回入水箱,流入下水道,。
6,、出料裝置
供出料用的出料板裝于機體的出料板支架上,出料板上裝有刀片,,通過出料板調(diào)節(jié)螺釘,,使刀片緊貼在快輥表面上,刀口的貼合位置應高于輥筒中心6mm,便于順利刮下經(jīng)磨細后附著在快輥表面上的物料,。
五、機器的使用,,潤滑和維修保養(yǎng)
機器經(jīng)過安裝,,并經(jīng)空車運轉(zhuǎn),確認無故障后,,應注意以下問題,;
1、工作前
檢查輥筒表面是否清潔,,潤滑部分是否有足夠的潤滑油,,輥筒是否松開,出料刮刀是否正常等,。
2,、工作時
(1)啟動機器以后,慢慢的將快輥調(diào)節(jié)至一定位置加入漿料,,然后再作一次精密細致的調(diào)節(jié),,一般來說,調(diào)節(jié)滿意的輥筒,,其表面色彩的深度是一致的,,如果中間淺些,兩頭濃些,,還是正常的,,可以在冷卻水流加以控制,水流放得快些,,時間一長,,慢慢的就會一致,,輥筒調(diào)節(jié)好以后,再將出料刀片頂上,。
(2)漿料的主要研磨作用,,是靠中輥和慢輥之間的研磨來達到的,快輥主要是起者帶出經(jīng)研磨細后的漿料的作用,,因此中輥和慢輥可以調(diào)節(jié)緊些,,但中輥和快輥之間不能太緊,因為太緊了,,快輥的線速度要比慢輥快九倍,,而三根輥筒的材料質(zhì)量和成分與結構都是一致的,由于磨損和膨脹系數(shù)等因數(shù)差距太大,,結果會造成快輥的變形和加速快輥的損壞,。
(3)遇到輥筒中間出料細兩頭出料厚的情況,在工作時,,可以加快水冷卻,,輥筒經(jīng)表面摩擦產(chǎn)生熱膨脹后,過了一個很短的時期,,就會變得平直,,尚使開車時基本平直,那可適當?shù)臏p少水冷卻,,總之,,視實際情況控制,必須注意,,**不能長時間不放冷水,,因為輥筒表面的熱量逐漸提高到一定程度后,輥筒面會變形損壞,,造成無法使用的后果,。
(4)輥筒材料不耐酸堿,應避免研磨帶有腐蝕性的漿料,。
(5)應隨時注意調(diào)節(jié)快慢輥,,由于輥筒的熱膨脹,一不小心,,工作時容易脹死,,甚至剎住電機,產(chǎn)生意外,。
(6)作進料用的銅刀不能壓得太緊,,隨時在圓弧中注入潤滑油,視實際情況,可以調(diào)節(jié)工作面的長度,。
(7)注意軸承在正常運轉(zhuǎn)中,,軸承溫度不得大于35度。
3,、工作后
松開輥筒,,銅刀,出料用的刀板,,并加以清洗,。
4、機器的潤滑
(1)輥筒在左端傳動齒輪間的齒合面,,應隨時加潤滑脂,,一般3~5天左右加一次,以免損壞齒輪,。
(2)軸承座內(nèi)在出廠前已注滿潤滑脂,,開始使用時用戶不必再注,用上半年或更長一些時間后再注,。
(3)各部位的調(diào)節(jié)螺栓及機器軸承導軌面應隨時加潤滑脂,,以免磨損。
5,、維修和保養(yǎng)
(1)機器連續(xù)使用半年以后,,建議進行一次大檢修,將各處的活動部分加以拆洗一遍,,重新?lián)Q上清潔的潤滑油,并仔細檢查下油路的暢通情況,,在拆洗中發(fā)現(xiàn)問題時,,應及時糾正。
(2)在使用時發(fā)現(xiàn)輥筒變形,,如中間低兩頭高,,或出現(xiàn)橢圓情況,與不規(guī)則的變形和輥筒表面剝落等情況,,必須停止使用,,重新磨修。
(3)輥筒磨修次數(shù)太多,,輥筒直徑小于原直徑1.5mm以上時,,會產(chǎn)生傳動齒輪頂緊而輥筒相互之間留有縫隙的現(xiàn)象,那些齒輪必須修正或調(diào)換,,以改小它的節(jié)徑,。
(4)出料刀片的鋒口,在安裝前須修正磨光,**不允許留有尖刺和裂口,,刀片用短以后,,可以擰松沉頭螺絲,向外移動再用,,刀片用完以后,,在添置新刀時,應注意選料的硬度,,一般要求在HR30~40*為理想,,因為太軟了不耐磨,太硬了會損壞輥筒表面,,寧可換刀片,,輥筒表面必須保護。
(5)機器長期封存不用時,,應在輥筒表面和其它地方涂上防腐油脂,,必須注意輥筒腐蝕,稍微疏忽就會產(chǎn)生針孔和銹斑,,以后無法使用,。啟封使用前必須進行一次大檢修,以免發(fā)生意外,。
暫無數(shù)據(jù),!
 全不銹鋼 SG65 三輥研磨機的工作原理介紹,?全不銹鋼 SG65 三輥研磨機的使用方法?全不銹鋼 SG65 三輥研磨機多少錢一臺,?全不銹鋼 SG65 三輥研磨機使用的注意事項全不銹鋼 SG65 三輥研磨機的說明書有嗎,?全不銹鋼 SG65 三輥研磨機的操作規(guī)程有嗎?全不銹鋼 SG65 三輥研磨機的報價含票含運費嗎,?全不銹鋼 SG65 三輥研磨機有現(xiàn)貨嗎,?全不銹鋼 SG65 三輥研磨機包安裝嗎?
全不銹鋼 SG65 三輥研磨機的工作原理介紹,?全不銹鋼 SG65 三輥研磨機的使用方法?全不銹鋼 SG65 三輥研磨機多少錢一臺,?全不銹鋼 SG65 三輥研磨機使用的注意事項全不銹鋼 SG65 三輥研磨機的說明書有嗎,?全不銹鋼 SG65 三輥研磨機的操作規(guī)程有嗎?全不銹鋼 SG65 三輥研磨機的報價含票含運費嗎,?全不銹鋼 SG65 三輥研磨機有現(xiàn)貨嗎,?全不銹鋼 SG65 三輥研磨機包安裝嗎? 手機版:
手機版: