參考價(jià)格
面議型號
齊全品牌
東赫產(chǎn)地
河北省泊頭市交河西開發(fā)區(qū)樣本
暫無儀器原理:
靜態(tài)光散射測量范圍:
機(jī)械行業(yè)看了劃線平臺,,鑄鐵劃線平臺的用戶又看了
 留言詢價(jià)
留言詢價(jià)

虛擬號將在 180 秒后失效
使用微信掃碼撥號
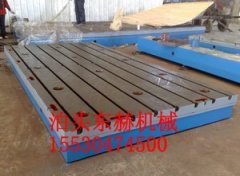
劃線平臺,鑄鐵劃線平臺,劃線平板,檢驗(yàn)劃線平臺,,泊頭東赫機(jī)械廠家生產(chǎn),。
劃線平臺的工作面必須經(jīng)過人工刮研來達(dá)到較高的平面度。
劃線平臺的生產(chǎn)工藝流程基本是:
1.劃線平臺毛坯:按技術(shù)要求制圖紙,、按圖紙制作木型,、配料,、造型、烘干,、澆鑄,、落沙、清理,、檢驗(yàn)毛坯的各部位,;
2.劃線平臺機(jī)械加工:外觀檢驗(yàn)并劃線、加工,、檢驗(yàn),;
3.劃線平臺工件調(diào)平、人工刮研,、檢驗(yàn)科檢驗(yàn),;
4.劃線平臺的外觀處理、噴漆,、包裝,、入庫。
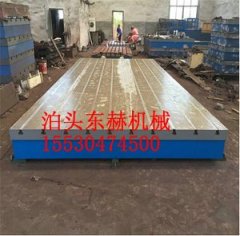
劃線平臺研制開發(fā)全部采用CAD/CAM技術(shù),。產(chǎn)品制成筋板式和箱體式,,工作面有長方形、正方形或圓形,,材料HT200-300,,QT400-600,ZG15-45,。制造鉗工劃線平臺的灰鑄鐵經(jīng)過孕育處理,,使鉗工劃線平臺的強(qiáng)度和韌性都優(yōu)于普通灰鑄鐵劃線平臺,而且鉗工劃線平臺經(jīng)過孕育處理,,使得鉗工劃線平臺組織均勻,,性能一致。
劃線平臺的加工工藝:實(shí)型模型及工裝→實(shí)型鑄造→鑄件人工時(shí)效處理→粗加工→二次人工時(shí)效→精加工→人工刮研→檢驗(yàn)合格→包裝,。
劃線平臺的工作面采用刮研工藝,,工作面上可加工V形、T型,、U型槽,、燕尾槽、和圓孔,、長孔等,。
劃線平臺的設(shè)計(jì)、安裝,、調(diào)試,、驗(yàn)收均按中華人民共和國“JB/T7974-1999”和JB/T7975-1999檢定標(biāo)準(zhǔn)及企業(yè)內(nèi)控標(biāo)準(zhǔn)執(zhí)行,。
對于“3”級劃線平臺的工作面可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術(shù)平均偏差Ra值應(yīng)不大于5um(按GB1031-83《粗糙度參數(shù)及其數(shù)值》),。
劃線平臺在制造過程中進(jìn)行取樣理化試驗(yàn),、金相分析,考核產(chǎn)品是否達(dá)到各項(xiàng)技術(shù)指標(biāo),。
劃線平臺用完后擦凈,,涂無水酸性的防銹油,覆蓋防潮紙,,置于清潔干燥處存放,。
劃線平臺使用前用無腐蝕性汽油,將工作面的防銹油洗凈,,并用脫脂棉紗擦拭干凈,,方可使用。溫度變化會使測量產(chǎn)生誤差,,應(yīng)在20±50C范圍內(nèi)使用,。
劃線平臺用時(shí)小心、嚴(yán)防碰撞,。劃線平臺使用時(shí)用水平儀調(diào)整到水平,,使支點(diǎn)均勻分布各支點(diǎn)上。
暫無數(shù)據(jù),!

為了能夠保證T型槽平板的質(zhì)量,在加工的時(shí)候一定好注意很多問題,。在加工T型槽平板的時(shí)候我們應(yīng)該配合相應(yīng)的機(jī)床進(jìn)行加工,,并且機(jī)床調(diào)整,刀具選擇,,和裝卡三個(gè)方面控制好: 1,、機(jī)床調(diào)整 根據(jù)鑄鐵平臺的被加
 劃線平臺,鑄鐵劃線平臺的工作原理介紹,?劃線平臺,,鑄鐵劃線平臺的使用方法?劃線平臺,,鑄鐵劃線平臺多少錢一臺?劃線平臺,,鑄鐵劃線平臺使用的注意事項(xiàng)劃線平臺,,鑄鐵劃線平臺的說明書有嗎,?劃線平臺,鑄鐵劃線平臺的操作規(guī)程有嗎,?劃線平臺,,鑄鐵劃線平臺的報(bào)價(jià)含票含運(yùn)費(fèi)嗎?劃線平臺,,鑄鐵劃線平臺有現(xiàn)貨嗎,?劃線平臺,鑄鐵劃線平臺包安裝嗎,?
劃線平臺,鑄鐵劃線平臺的工作原理介紹,?劃線平臺,,鑄鐵劃線平臺的使用方法?劃線平臺,,鑄鐵劃線平臺多少錢一臺?劃線平臺,,鑄鐵劃線平臺使用的注意事項(xiàng)劃線平臺,,鑄鐵劃線平臺的說明書有嗎,?劃線平臺,鑄鐵劃線平臺的操作規(guī)程有嗎,?劃線平臺,,鑄鐵劃線平臺的報(bào)價(jià)含票含運(yùn)費(fèi)嗎?劃線平臺,,鑄鐵劃線平臺有現(xiàn)貨嗎,?劃線平臺,鑄鐵劃線平臺包安裝嗎,? 手機(jī)版:
手機(jī)版: